
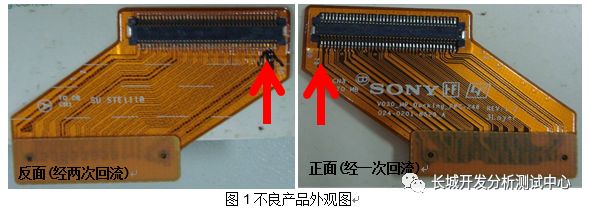
案例分析1、背景连接器焊接到柔性电路板(FPC)上,连接器引脚出现空焊、上锡高度不足等不良现象,不良率约为70%。 产品正面(经一次回流)和反面(经两次回流)的连接器引脚均有发现空焊不良,不良主要发生在连接器的两端。 连接器引脚的表面处理方式是电镀镍金(ENEG),FPC表面处理方式是OSP。
2、分析过程
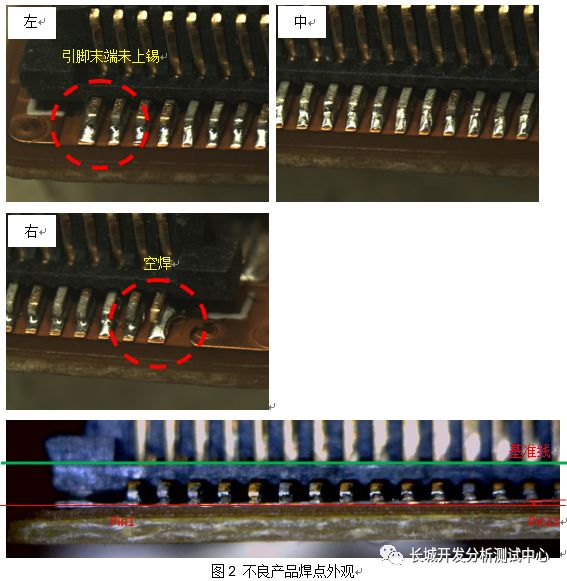
外观检查
使用3D光学显微镜对失效样品进行外观检查,发现: 1)连接器中间区域上锡较好,侧端有空焊现象。 2)将连接器焊点立起来,以连接器塑胶本体作为基准线,观察连接器引脚到基准线的高度,发现FPC与连接器引脚间有变形,呈现中间高两端低的现象。
沾锡能力测试
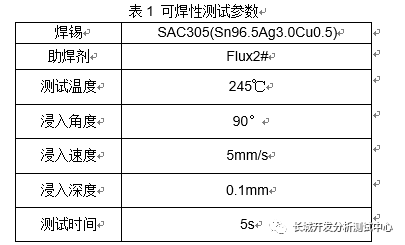
对连接器Pin进行沾锡能力测试,以确认连接器Pin的可焊性是否正常。 沾锡能力测试参考标准IPC J-STD 002D,使用Solder globule wetting balance方法进行。测试参数如表1所示:
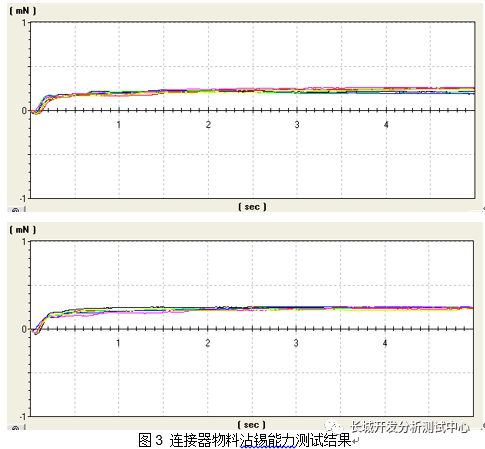
连接器正反面引脚的沾锡能力测试结果如图3,从测试曲线上看,引脚上锡良好,可焊性未发现明显异常。
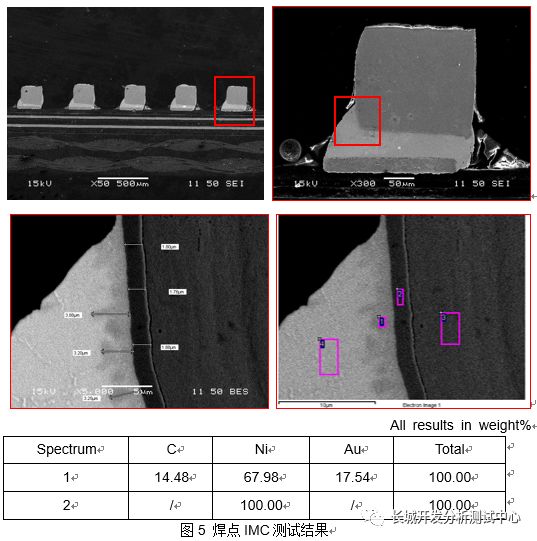
焊点IMC分析
选择不良产品上的正常焊点进行切片和SEM+EDS分析,通过观察焊点IMC的生长状况,确认焊点内部润湿状况,及焊接热量是否正常。从结果上看,连接器焊点生成了连续的且厚度正常的Ni3Sn4IMC层,即焊点内部润湿良好,焊接热量正常。故初步排除焊接热量对此案不良现象的影响。
锡膏品质分析
本案例中使用的锡膏为千住K2V锡膏,通过测定其扩散性来验证锡膏的润湿品质状况。扩散性参考标准JIS-Z-3197 8.3.1.1进行,将适量的锡膏试样放置在铜板上,加热一定时间使其熔化,待冷却凝固后测量锡膏的尺寸来计算得出锡膏的扩散率。具体的计算方法如下:SR=(D-H)/ D*100其中,SR----扩散率(%) H----扩散凝固后的锡膏高度 D----扩散凝固后的锡膏直径(把扩散凝固后的锡膏假定为球体,D=1.24V1/3) 测试结果如下:
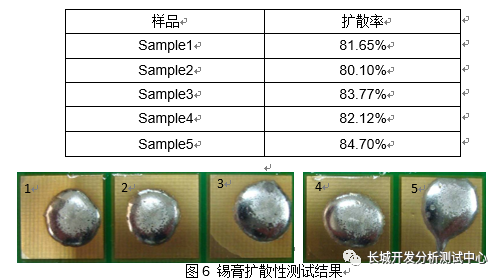
根据行业及制程的经验显示,锡膏的扩散率达到75~80%时,其润湿性正常。从5片测试试样的结果来看,该锡膏的润湿性良好。
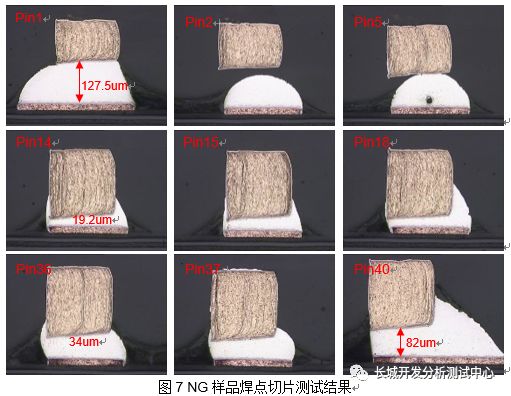
焊点切片分析
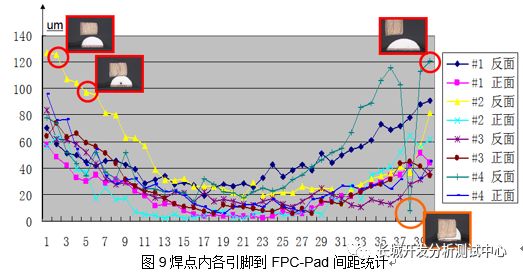
对NG样品连接器焊点进行切片分析,发现左右两侧引脚到FPC-Pad的间距明显比中间引脚到FPC-Pad的间距大,间距差异达到108.3um,呈现两侧高中间低的现象。
OK样品的焊点同样呈现两侧高中间低的现象,间距差异为44.9um,远小于NG样品焊点内间距。
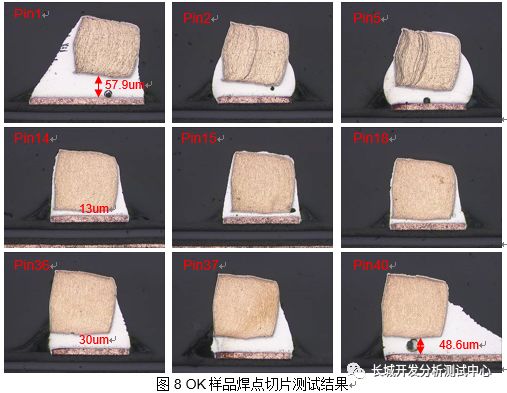
为了进一步确认样品焊点内引脚到FPC-Pad的间距变化规律,随机选取了8片样品(包括正反面)进行切片并量测尺寸,统计结果见图9,与图7、图8现象一致。
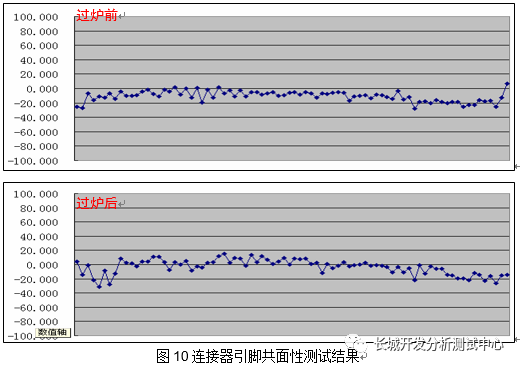
连接器共面性分析
对过炉前和过炉后的连接器引脚进行共面性量测,未发现超出规格(100um)的现象。初步排除连接器变形对此失效的影响。
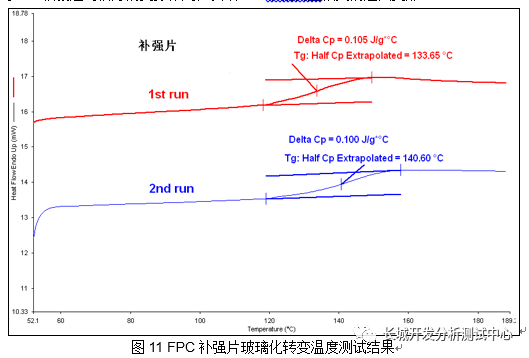
FPC热变形分析
从结构上看FPC的连接器焊接区域背面都有贴合FR4补强片,目的是增加FPC的机械强度,便于连接器焊接。由于FPC软板的强度较低,高温变形较大,则补强片的耐热变形能力,将直接影响到FPC侧的变形状况,从而影响到焊接的有效距离。
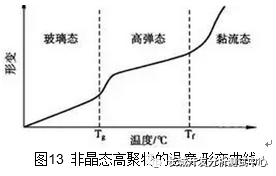
因此我们会重点关注补强片的耐热性。通过用差热扫描仪(DSC)测试补强片的玻璃化转变温度(Tg)仅为130~140℃,即补强片从玻璃态转化为橡胶态的温度点为130~140℃。
在正常的无铅焊接中需要经受235~250℃的高温,在此高温过程中补强片处于橡胶态,很可能会发生较大的翘曲变形,未能对FPC软板起到很好的支撑作用,以致FPC软板发生较大的翘曲变形。
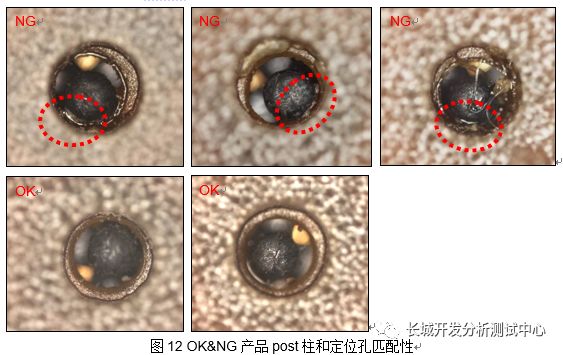
产品结构分析
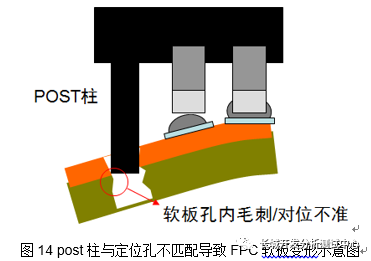
从结构上看,连接器是通过post柱与FPC的定位孔匹配的,如果post柱和定位孔的匹配性不佳,贴装插入时post柱也会对FPC造成一定的变形。通过对NG品/OK品的post柱和定位孔位置进行外观检查,发现:NG品补强片与FPC定位孔对位不准,FPC的通孔内有毛刺等问题,部分样品的连接器post柱无法正常下压,底部顶在补强片表面或孔内毛刺上。
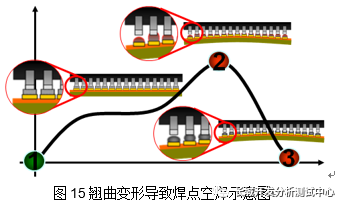
结果分析综合上述的试验结果,连接器空焊不良与物料可焊性、SMT焊接热量、锡膏润湿性、连接器共面性无关,与FPC软板变形有关。FPC软板的变形主要来自于两方面: A、由于公差及FPC软板定位孔毛刺等问题,连接器两侧的post柱与FPC软板上定 位孔匹配性不佳,贴装插入时post柱支撑在FPC软板表面或定位孔内毛刺上,对FPC软板有机械应力的作用,导致FPC软板变形(见图14)。 B、FPC补强片耐热变形能力不佳,焊接高温过程未对FPC软板起到加强支撑的作用,以致FPC软板发生翘曲变形。FPC补强片的玻璃化转变温度(Tg)只有130~140℃,即在温度低于130~140℃时,补强片呈刚性,在应力作用下形变很小,状态类似玻璃,处在玻璃态。当温度超过130~140℃时,补强片从玻璃态转变为橡胶态,在应力作用下形变明显且随着温度的升高而增大(见图13)。在正常的焊接中产品需要经受235~250℃的高温,在此高温过程中补强片处于橡胶的高弹状态,未能对FPC软板起到加强支撑的作用,以致FPC软板发生翘曲变形(见图15)。
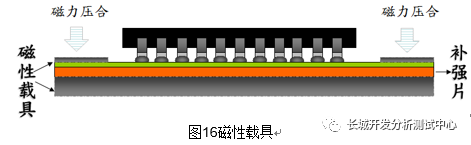
结束语从上述分析可知,FPC软板变形是造成连接器空焊不良的主要原因。为了改善并降低此不良发生的风险,建议对策如下: A.更改连接器设计:去掉连接器的post柱,避免与FPC软板匹配的问题,造成FPC软板受机械应力而变形。 B.增加载具:设计压合FPC软板的磁性载具(见图16),降低FPC软板在SMT焊接时发生较大变形。 C.更改FPC设计:增加FPC底部的补强片厚度(从目前的400um增加到800um),以增强对FPC软板的支撑作用。
审核编辑 :李倩
 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 全自动焊接流水线
全自动焊接流水线 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 室外管管焊接机器人
室外管管焊接机器人 斯米克铸铁焊条 Z308铸铁焊条 Z208生铁焊条 Z408镍铁焊条 Z508镍铜焊条 308焊条
斯米克铸铁焊条 Z308铸铁焊条 Z208生铁焊条 Z408镍铁焊条 Z508镍铜焊条 308焊条 博塔制造的重型、特殊可调防窜滚轮架 供应洛阳博塔滚轮架
博塔制造的重型、特殊可调防窜滚轮架 供应洛阳博塔滚轮架 焊接机器人 专用摄像机 改进型特种工业相机 焊接过程监控 强光可视化 电焊监控 电弧摄像头
焊接机器人 专用摄像机 改进型特种工业相机 焊接过程监控 强光可视化 电焊监控 电弧摄像头 焊接设备滚轮架WHX减速机
焊接设备滚轮架WHX减速机 东森集团*东森小精灵 氩弧焊手工焊 WS200T 两用电焊机
东森集团*东森小精灵 氩弧焊手工焊 WS200T 两用电焊机 电焊机 220V 家用 逆变电焊机 直流电焊机 300焊机
电焊机 220V 家用 逆变电焊机 直流电焊机 300焊机 焊条/塑料焊条/环保PP焊条4*4*6mm/易焊接焊接牢固PP焊条
焊条/塑料焊条/环保PP焊条4*4*6mm/易焊接焊接牢固PP焊条








