
工艺介绍
传统模切工艺,由于切刀无法完整切割物料,会遗留连接边框,使得物料成本增加。另外,模切刀使用寿命为100万次,如长时间的连续运行,需及时的更换及维护,且维护调试时间也很长。

因此,如今制造商越来越多的采用激光模切工艺,激光模切速度快,根据激光功率及振镜精度,可有效克服物理切割的节拍限制。另外,可做异形切割,节省物料,无使用寿命限制,也使得维护成本大幅降低。

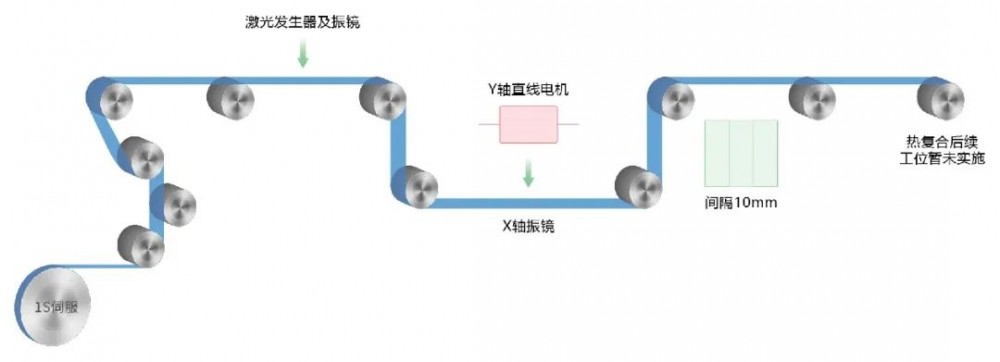
工艺流程:
放卷→加工极耳→激光模切→间隔理料→热复合→热复合切割→叠片。
其中,放卷采用摆臂PID放卷方式,张力采用比例阀控制气压实现。顶部安装张力传感器,以控制张力波动。极耳加工采取XY振镜控制激光切割极耳。激光模切因Y方向视野不足,采取Y方向直线电机,X方向振镜方式,两者速度配合切割出直线。切割后需对极片进行理料,每隔10mm放置一片,后续用追剪功能控制夹子实现。
设备动作流程:

课题
1、如何控制张力波动,实现稳定放卷?
2、追剪动作受到机械结构及电机性能限制,速度难以达到要求。
3、如何使激光在振镜视野范围内稳定运行,且精准贴合目标切割轨迹?
解决方案
1► 通过卷径算法优化,有效控制张力波动
通过调整欧姆龙开发的专用卷径计算FB的滤波时间shatime及measurrev分辨率两个参数,可轻松实现调节卷径计算的精度及更新时间,使卷径计算更加准确。
此种卷径计算方式只需将实时放卷转速与牵引速度写入,即可计算出实时卷径,经滤波处理后即可。
2► 通过双夹追剪,实现更高的追剪速度
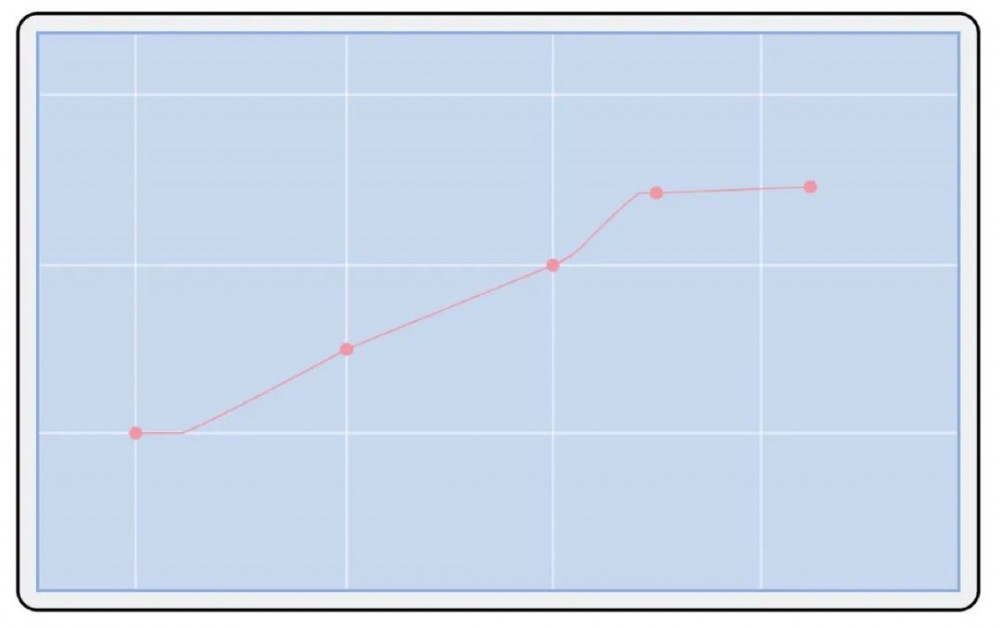
在切割极片时,使用夹子,将极片在左右夹速度一致时切割完成,然后夹子抬起加速下料,下料完成后加速回到起始位置等待下一次检测极耳后运行,左右交替实现左右换手动作。

同步曲线如图所示,将过加速段速度与物料一致,然后夹子固定极片,之后放开加速返回。
3► 通过振镜的轨迹控制,实现切割的高速高精度
通过程序设定,使激光打出5*5点位表格,利用二次元测量各点距中心点的XY坐标,再通过计算补偿值、生成补偿表,解决振镜存在的畸变特性。
将工艺要求中各段轨迹在运动程序中编写,使用电机跟随以及时基控制功能,与外部编码器信号关联,可实现振镜移动与设备料带移动和停止的同步。
对于切割形状相同但尺寸要求不同的产品,可直接通过EtherNet/IP或上位机安装PDK软件与控制器通讯,传送轨迹尺寸实现快速换型。
控制系统
机械自动化控制器 NJ / NX系列
AC伺服系统 1S系列
可编程多轴运动控制器 CK3M系列
可编程终端 NA / NB系列

实现价值
效率:
速度>500mm/min
放卷PID为放卷标准速度的百分比叠加。在卷径较小时,放卷转速较快,摆臂动作时需要调节的量也较大。相应的卷径大时调节量变小。按此对应关系变更P值会更稳定。
精度:
速度60m/s,裁切分段±0.25mm,成品±0.5mm
如图所示,最终振镜XY坐标移动轨迹行程首尾相接的近“8”字型轨迹,重复切割无轨迹偏移,同时切割速度与精度满足要求。

【经营层】
■ 在激光模切工艺不断发展的背景下,快速应对市场变化,通过算法优化解决追剪效率不足、切割精度不足的行业课题,大幅升级设备性能,助力打造业内Top竞争力。
【管理层】
■ 追剪效率与切割精度的提升,完全建立在控制系统与程序的优化,无需更改机械结构和运动时间,导入时间更快且成本更低。
■ 欧姆龙机械自动化控制器NJ/NX系列,可实现现场生产数据的采集、存储、分析,改善管理课题,提高生产效率。
【工程师层】
■ 欧姆龙机械自动化控制器NJ/NX系列,内置各类算法实现的功能块,仅需写入最基础的参数即可实现,调试简单,开发周期短。
■ 欧姆龙工程师全程参与指导,后期项目调整,只需自行修改参数即可。
我 感 兴 趣
● 长按识别图中二维码,后续将有专业工程师为您服务。

 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 全自动焊接流水线
全自动焊接流水线 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 西恩西SDCNC1650 .焊接机械手 自动焊接设备 焊接机器人 电弧焊. 气保焊机
西恩西SDCNC1650 .焊接机械手 自动焊接设备 焊接机器人 电弧焊. 气保焊机 哈工共哲 二手工业机器人 二手机器人 二手焊接机器人 二手喷涂机器人 二手搬运机器人 二手码垛机器人
哈工共哲 二手工业机器人 二手机器人 二手焊接机器人 二手喷涂机器人 二手搬运机器人 二手码垛机器人 Q941F不锈钢法兰电动球阀
Q941F不锈钢法兰电动球阀 领航环缝焊机,金属焊机,二保焊接机,高频焊机,气保焊机,电焊机
领航环缝焊机,金属焊机,二保焊接机,高频焊机,气保焊机,电焊机 HW310内燃直流发电电焊机 电王300A电焊机 西安电焊机
HW310内燃直流发电电焊机 电王300A电焊机 西安电焊机 【宙博】东莞特价销售机器人减速机RAH060法兰输出型焊接机器人减速机
【宙博】东莞特价销售机器人减速机RAH060法兰输出型焊接机器人减速机 河南越达 打磨机器人 多用途机器人新型 焊接机器人新型 搬运机器人 码垛机器人新型
河南越达 打磨机器人 多用途机器人新型 焊接机器人新型 搬运机器人 码垛机器人新型 耐磨焊条 亿琼D256碳化钨耐磨焊条 高锰钢合金堆焊焊条
耐磨焊条 亿琼D256碳化钨耐磨焊条 高锰钢合金堆焊焊条








