
测量的伸出量不足以达到所需的穿透力。请确保伸出大于要求的穿透力。
1.焊接程序中的编程值不正确
检查焊接程序中的编程值
2.焊接工具的支架设置不正确
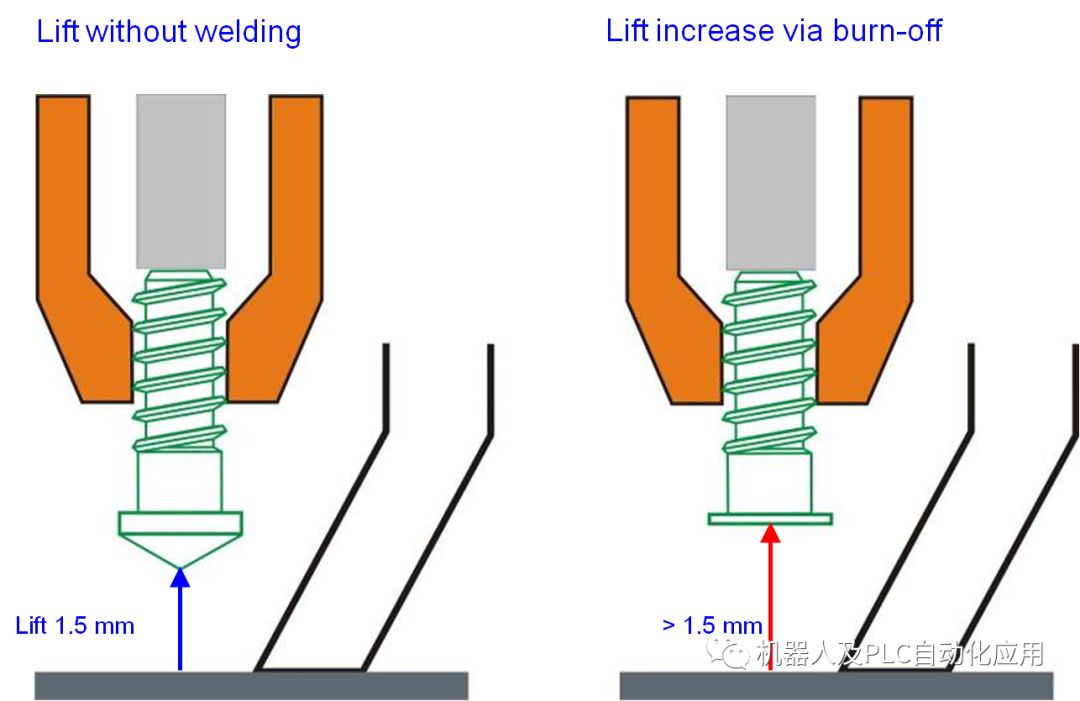
修正焊接工具上支架的设置
应调整支撑件,使其位于夹头前面和螺柱顶部后面
3.焊接工具的滑块位于终点
焊接工具的滑块移动到末端挡块,但支架没有接触工件。
检查滑块的工作范围是否正确
4.螺柱未正确定位在夹头中
检查夹头并根据需要更换
5.焊接飞溅物在支撑器/吹嘴和夹头之间形成电气连接
清除支架/吹嘴和夹头上的任何焊接飞溅物
6.焊接工具上接收器和进料管之间过渡处的污染
去除污染
7.加载销的力不足以将螺柱完全向前压
负载销未到达前部位置
8.确保充足的压缩空气供应
(输入气压应在 5 至 8 bar 之间)
确保电缆包中的压缩空气管路功能正常
检查控制单元和焊接工具之间的电缆包是否存在压缩空气管路中的泄漏或扭结,并在需要时进行维修或更换
检查加载销移动是否顺畅
9.螺柱太短(螺柱加载不正确)
必须移除不正确的螺柱
您可以这样做,例如,通过手动进纸。
检查料斗或滚筒是否填充不正确
10.稳定器和焊接位置不在同一高度
修正焊接工具上支架的设置
11.弹性工件
使用反向轴承固定工件
审核编辑 :李倩
 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 全自动焊接流水线
全自动焊接流水线 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 中国洛阳-博塔重工2000吨以下防窜滚轮架 滚轮架
中国洛阳-博塔重工2000吨以下防窜滚轮架 滚轮架 500A发电电焊机|静音柴油发电电焊机
500A发电电焊机|静音柴油发电电焊机 松下YC-315直流氩弧焊机 二手氩弧焊机 松下弧焊机 松下氩弧焊机维修 唐山松下氩弧焊机
松下YC-315直流氩弧焊机 二手氩弧焊机 松下弧焊机 松下氩弧焊机维修 唐山松下氩弧焊机 供应先导式高灵敏度减压阀厂家批发价格
供应先导式高灵敏度减压阀厂家批发价格 排线焊接机 中山热卖焊锡机器人CWDH-322 创威焊接机器
排线焊接机 中山热卖焊锡机器人CWDH-322 创威焊接机器 电焊机
电焊机 现货供应 轻工业级手工电弧焊机 便携式电焊机 单相电焊机
现货供应 轻工业级手工电弧焊机 便携式电焊机 单相电焊机 广州烽火WS-160可控硅直流氩弧焊机220V带电焊功能
广州烽火WS-160可控硅直流氩弧焊机220V带电焊功能








