
导熔线具备很多优点,它能够增加焊接的强度,减少虚焊,溢料和振幅,提升焊接工件的完美程度,甚至可以缩小加工时间。工件塑焊中设置导熔线是需要根据客户需求和材质而选择,合适的导熔线选择能够事半功倍,但也可以因实际情况不选择导熔线,以下为大家介绍几种常用的导熔线。
①十字交叉型导熔线
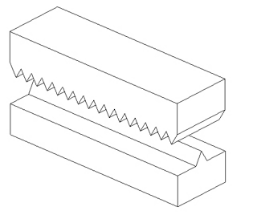
在塑件的二熔接面上都设计导熔线并且使它们互呈垂直交叉,使初接触面减至最低并使大量的塑料熔接以增加熔接强度。
十字交叉型焊接能够提高超声波焊接强度,缩短焊接时间和减小焊接功率,但容易产生断差和溢胶。两个塑胶件上的导熔线尺寸均应当为常规尺寸的60%,导熔线顶端角度为60°。
当产品有水密气密的焊接要求时,可以把超声波模具触碰的导熔线排序成锯齿状,导熔线中间没有空隙。
②凿子型导熔线
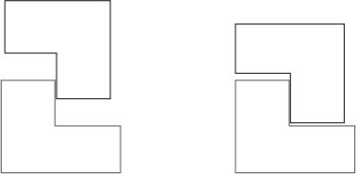
尺寸小于1.5mm的塑胶件,壁厚不及1.524㎜之工件所采用可应用凿型导熔线,熔接强度取决于导熔线之宽度,当采用此款导熔线设计时必须配合使用咬花面。
③间断的导熔线
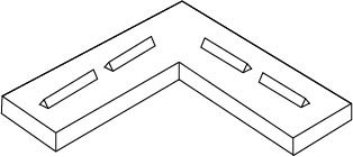
导熔线是不连续、间断的,可用于减小焊接能量的设计,这种设计会降低焊接强度,适用于非密封要求的产品中。
④导熔线垂直于壁
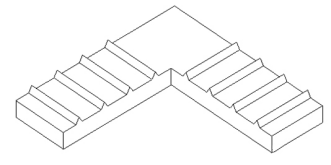
导熔线垂直于壁,可以用于提高焊接的抗剥离力以及减少溢胶。这种设计适用于非密封要求的产品中,也就是只需要结构性的熔接。
审核编辑:汤梓红
 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 全自动焊接流水线
全自动焊接流水线 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 6公斤焊接机器人
6公斤焊接机器人 【鹏昊】济南激光切割机 山东光纤激光切割机 小型瓷砖切割机
【鹏昊】济南激光切割机 山东光纤激光切割机 小型瓷砖切割机 伊藤YT6800EW电焊机190A柴油发电焊机
伊藤YT6800EW电焊机190A柴油发电焊机 PANASONIC电焊机YC-400TX4松下直流脉冲TIG两用氩弧焊机
PANASONIC电焊机YC-400TX4松下直流脉冲TIG两用氩弧焊机 JASIC/佳士NB-300二保焊机 气保焊机 二氧化碳气体保护焊 300二保焊机一体机220v 价格优惠
JASIC/佳士NB-300二保焊机 气保焊机 二氧化碳气体保护焊 300二保焊机一体机220v 价格优惠 自动化测试设备,功能测试设备, 自动焊接机器人控制板测试,电焊机PCBA测试,电焊机功能测试,电焊机电压电流测试
自动化测试设备,功能测试设备, 自动焊接机器人控制板测试,电焊机PCBA测试,电焊机功能测试,电焊机电压电流测试 粘弹体防腐胶带薄厚不匀的原因
粘弹体防腐胶带薄厚不匀的原因 挖掘机动力臂焊接机器人 自动焊接机器人 焊接机器人 焊接机械
挖掘机动力臂焊接机器人 自动焊接机器人 焊接机器人 焊接机械








