
目前,大多数工程机械结构制造商或多或少都引进了弧焊机器人,但用途差别很大。有些使用得更好,而另一些则不令人满意。因此,了解影响焊接机器人焊接质量的因素对我们的客户非常重要。

(焊接机器人)
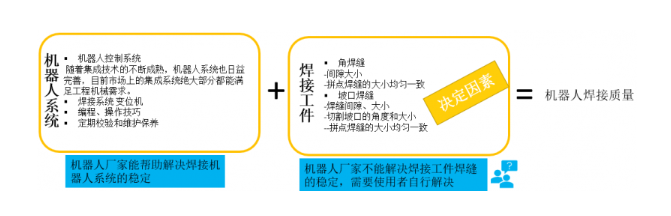
机器人焊接的良好焊接质量取决于机器人系统和焊接工件的稳定性。只有这两方面稳定,才能获得高质量的机器人焊缝。
目前常见的焊接机器人品牌有ABB、安川、发那科、库卡、OTC、松下等,虽然略有差异,但都能满足产品焊接的需求。只要严格按照机器人制造商的要求进行定期检查和维护,就能保证机器人的稳定性。机器人可以通过机器人制造商获得稳定的产量。这方面没有问题。
焊接工件的稳定性需要机器人用户来解决,而目前的控制情况非常不同。虽然焊接机器人具有位置搜索和电弧跟踪功能,有些还配备了激光位置搜索功能,但它只能纠正轻微偏差的焊缝位置,偏差较大的焊缝无能为力。因此,弧焊机器人获得高质量焊接的关键是焊接工件的质量,这也是焊接机器人良好使用的决定性因素。
焊接机器人的焊接质量控制
一、角焊缝——影响机器人焊接质量的因素及解决方案
间隙大小
根据经验,机器人焊接厚板要求角焊缝间隙小于或等于2mm。根据图纸,允许的间隙大于2mm,因为设计师不知道我们是手工焊接还是机器人焊接。为了满足机器人的焊接要求,我们需要加强图纸要求,甚至超过图纸要求。
影响角焊缝间隙尺寸的因素及控制措施:
1)下料零件的尺寸精度。尺寸精度应控制在+/-0.8mm以内。
一般来说,厚度为30mm的钢板应采用等离子切割,厚度大于30mm的应采用火焰切割。等离子切割效率高,但精度低。切削表面倾斜,尤其是在车削时。随着激光切割技术的不断成熟,厚度在22mm或以下的钢板可以稳定切割。如果条件允许,建议用激光切割代替等离子切割,这样可以有效提高下料零件的精度,确保角焊缝间隙符合要求。
2)零件在工具上的定位–定期检查工具并严格执行该流程。
目前,机器人焊接的一些方法是通过手工焊接填充来消除焊接间隙。虽然机器人焊接问题可以在一定程度上暂时解决,但不建议这样做,因为存在焊接尺寸不足的风险。
点焊要求:
1)固定位置;
2)焊脚尺寸为3-5mm,长度为30-50mm。
二、坡面焊接——影响机器人焊接质量的因素及对策
间隙偏差尺寸
一般要求机器人焊接的中厚板坡口焊缝的间隙偏差应小于或等于2mm,同一角焊缝的影响因素和控制方法。
坡口角度和尺寸
坡口角度对焊缝填充量有很大影响:坡口尺寸要求(坡口角度)+/-0.5度,坡口尺寸+/-0.5 mm)
控制方法:
1)打开时,确保零件靠近平台表面,无横向变形;
2)火焰槽改为机械槽;
当间隙偏差和坡口尺寸超过上述规定时,处理方法与同一角焊缝相似。
对接焊缝的尺寸和位置
点焊要求:
1)固定位置;
2)厚度为3-5mm,长度为30-50mm。
 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 全自动焊接流水线
全自动焊接流水线 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 ZX7-200 IGBT 220V家用直流逆变电焊机 便携迷你型手提式手工焊机
ZX7-200 IGBT 220V家用直流逆变电焊机 便携迷你型手提式手工焊机 瑞凌东升ZX7-400 电焊机 便携式逆变直流电焊机 380全铜芯工业型电焊机
瑞凌东升ZX7-400 电焊机 便携式逆变直流电焊机 380全铜芯工业型电焊机 上海佳士ZX7-250手工220v家用小型电焊机批发IGBT带数
上海佳士ZX7-250手工220v家用小型电焊机批发IGBT带数 伏羲608H自动焊接智能机器人 伏羲工业机器人 工业机器人组装厂家 自动焊接机器人
伏羲608H自动焊接智能机器人 伏羲工业机器人 工业机器人组装厂家 自动焊接机器人 蒸汽疏水阀TF-1
蒸汽疏水阀TF-1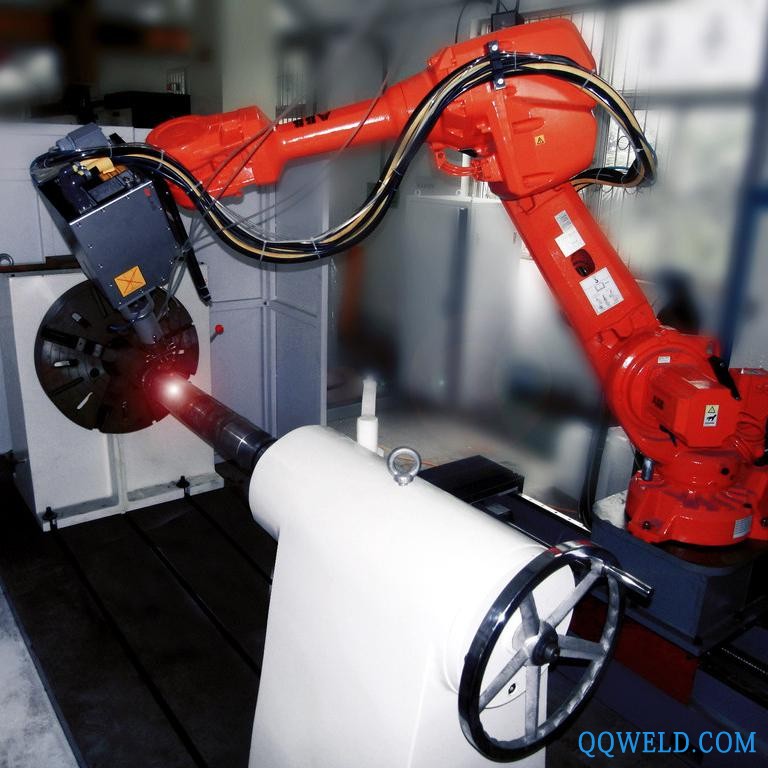 商丘三门峡周口南阳ABB爱科思机器人发那科Fanuc安川库卡KUKA焊接机器人焊接机械手焊接自动化汽车焊接汽车焊接自动化
商丘三门峡周口南阳ABB爱科思机器人发那科Fanuc安川库卡KUKA焊接机器人焊接机械手焊接自动化汽车焊接汽车焊接自动化 米勒250交直流氩弧焊机 铝焊机 进口氩弧焊机 二手焊机 焊机维修
米勒250交直流氩弧焊机 铝焊机 进口氩弧焊机 二手焊机 焊机维修 【热销】汽油氩弧焊发电焊机 管道施工专用氩弧焊机 发电焊机
【热销】汽油氩弧焊发电焊机 管道施工专用氩弧焊机 发电焊机








