
全自动加工一气呵成
提升效益事半功倍
应对多品种、小批量的生产需求
难道只能改造新的产线?
在自动化生产环境下手动夹具仍旧是改善效率的“拦路虎”?
雄克提供简单且高效的解决方案

无需换装时间的自动化虎钳系统
投入更少、效率更高
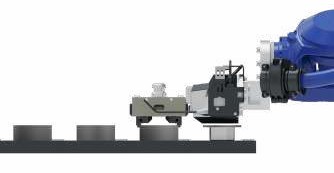
雄克R-C2自动化虎钳系统
彻底简化了机床自动化上下料流程:
只需启动自动化流程
工件抓取、夹持和6面加工均可一次完成
兼具抓取、夹持功能
拥有两类工艺优势
R-C2整合了抓取和夹持两种功能
具备托盘自动化和机器人上料两种工艺优势
抓取并夹持料盘上的工件时
R-C2如同机械手
当工件被放入机床内的零点模块上时
R-C2如同托盘

R-C2自动化虎钳系统来自德国雄克附属公司GRESSEL AG——成立于1923年的瑞士高效夹持系统专家,2014年起并入雄克,主要提供虎钳等夹持类产品。
种种优势源于R-C2的以下出色特性

夹持范围0-226mm

可编程夹持力达30kN

只需一个虎钳就能实现自动化产线

工件各个面均可加工

可选用6面加工系统
R-C2促进生产力成倍提高
对比数据立见高下
生产力比较的基础:

假设共50个工件,每个加工时长为25分钟=21个机时
员工工作时间为8小时
不含编程和刀具设置
机器人直接装件(=工件搬运)

机床机时数除以员工工时数(21小时/3.5小时)
总结:
3.5小时用于托盘的相关工作(43.75%)
4.5小时用于其他的工作
托盘搬运


机床机时数除以员工工时数(21小时/5小时)
总结:
5小时用于托盘的相关工作(62.5%)
3小时用于其他的工作
R-C2系统(=托盘和工件搬运)

机床机时数除以员工工时数(21小时/1小时)
总结:
1小时用于托盘的相关工作(12.5%)
7小时用于其他的工作
面对多品种、不同批量大小的工件生产需求
R-C2自动化虎钳系统将为您带来:
高生产力:
更短设置时间
更长自主生产时间
更高生产能力
更少员工工时
快速响应新订单
高利润:
缩短投资回报期
降低单件员工成本
降低机时费率
更低单件空间要求
标准化的柔性
成熟可靠的夹持技术:
全封闭的定心虎钳
大夹紧力
可监测的夹紧范围和夹紧力
配置丰富的模块型虎钳和系统卡爪
也可手工操作定心虎钳
R-C2虎钳系统模块介绍
R-C2夹持模块

安装于机器人侧,如同托盘一样夹持R-C2自定心虎钳。
集成传感器:
连接器监测
虎钳在位监测
力测量系统
RFID读/写头
自定心虎钳-高精度和高可靠性
带有VERO-S夹紧螺栓,与零点模块快速连接
VERO-S完整组件

通用于3轴和5轴机床,采用雄克VERO-S NSE-A3 138-V4模块
系统集成
R-C2模块就是一个可控的且功能完善的部件。安装要求简单,只需:
5.5–6.5bar压缩空气
24 VDC/13A电源
Profinet连接
雄克CoLab应用测试服务
2021年,雄克中国成立了CoLab联合实验室,为客户提供定制培训和应用测试等多样服务。新产品R-C2自动化虎钳系统测试单元已在CoLab内开放测试申请。
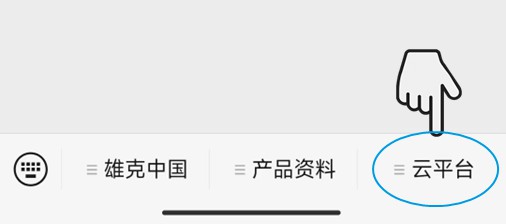
微信端测试申请流程
1微信菜单栏云平台
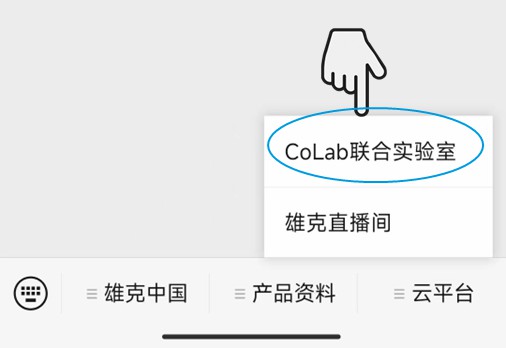
2CoLab联合实验室
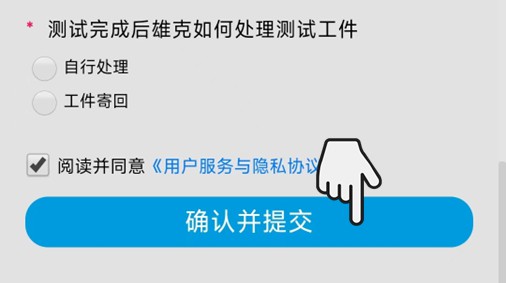
3测试申请功能

4确认并递交
 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 全自动焊接流水线
全自动焊接流水线 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 仕创艾 C9激光切割机 亚克力激光切割机 不锈钢激光切割机
仕创艾 C9激光切割机 亚克力激光切割机 不锈钢激光切割机 供应 自调滚轮架 自调式滚轮架 滚轮架 辉腾
供应 自调滚轮架 自调式滚轮架 滚轮架 辉腾 郑州越达-大通孔变位机 管法兰自动焊接专机 ZHB型焊接变位机
郑州越达-大通孔变位机 管法兰自动焊接专机 ZHB型焊接变位机 瑞凌东升电焊机NBC-500气保焊机二氧化碳气体保护焊机厂家直销生产各型号气保焊机二保焊机
瑞凌东升电焊机NBC-500气保焊机二氧化碳气体保护焊机厂家直销生产各型号气保焊机二保焊机 供应博塔重工 通用 特殊 焊接变位机 焊接变位机 数控切割机
供应博塔重工 通用 特殊 焊接变位机 焊接变位机 数控切割机 林峰鑫宇 变位机2PF300/500/1000 OTC系列工业机器人 欢迎来电咨询
林峰鑫宇 变位机2PF300/500/1000 OTC系列工业机器人 欢迎来电咨询 韩强 hq焊接机器人
韩强 hq焊接机器人 现货供应 KTQ 轻型可调滚轮架 KT焊接滚轮架 ZT滚轮架 河北专业生产
现货供应 KTQ 轻型可调滚轮架 KT焊接滚轮架 ZT滚轮架 河北专业生产








