
焊缝余高:英文名称:reinforcement;excess weld metal
定义:焊接表面上两个焊趾连接处的金属高度。

(焊缝余高)
01余高的作用
焊接时应留有较高的焊接余量。由于最后一层具有保温和冷却功能,它在细化晶粒和降低焊接应力方面起着重要作用。它也是毛孔和其他杂物的收集区。
02余高的缺点
压力容器不希望突然变化,导致局部应力集中。此外,钢筋必须存在缺陷,这可能是疲劳裂纹的核心。→ 疲劳增长→ 骨折中国和日本联合进行了测试,发现有剩余高度的设备在抛光后的使用寿命比没有剩余高度的的设备短2.0~2.5倍。
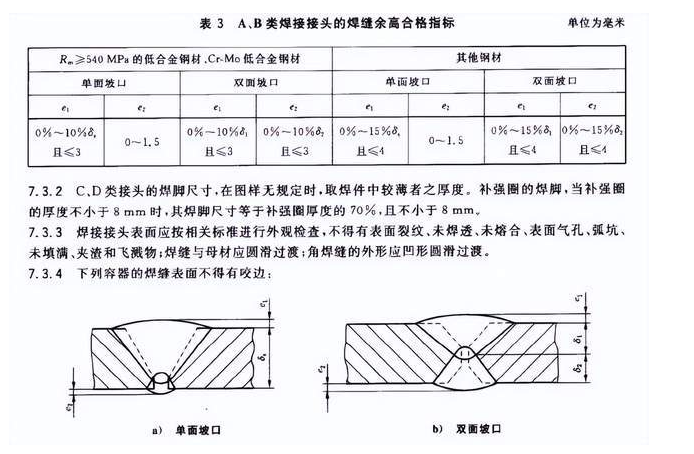
03余高标准要求
中国国家标准GB150规定如下,见图表:
04欧美国家余高要求
抛光。良好的外观质量是外国产品畅销的原因之一。此外,抛光可以防止环境腐蚀,避免过度的应力集中,延长焊缝的使用寿命。
05余高处理建议
提倡抛光真的很好。标准是最低要求。建议打磨重要设备或投资较大的设备,而不是投资较小的设备
焊缝余高过大危害
焊趾处容易形成应力腐蚀裂纹。对接接头的应力集中主要由焊缝补强引起。对于对接焊缝,焊趾处的应力最大。
焊缝补强越大,应力集中越严重,焊缝强度越低。焊接后,只要不低于母材,就可以降低应力集中,有时还可以提高焊接接头的强度。
外部焊缝余高过大,不利于防腐
如果在操作过程中使用环氧玻璃布进行防腐,外部焊缝的高度将使焊趾难以压缩。同时,焊缝越高,腐蚀层越厚,因为标准规定腐蚀层的厚度基于焊缝的顶点,从而增加了腐蚀成本。
内部焊缝余高过大,增加传输介质的能源损失
如果焊接管道的内表面没有进行防腐处理,内焊缝的加强也会对输送介质产生更大的摩擦阻力,从而增加输送管道的能耗。
精彩内容
控制焊缝钢筋的措施
调整焊接线的能量
通常,焊接接头的酸蚀样品用于检查焊缝的能量是否合适。
首先,检查内外焊缝的重叠情况,
其次,检查焊道腰部的宽度。
搭接一般在1.5mm以上,但笔者认为内外焊缝的搭接为1.3~3.0mm,如果超过3mm更合适,这意味着线路能量大。线能量大,不仅熔化深度大,而且焊缝补强也大。如果槽或U形槽未打开,焊缝补强将更大。这是因为焊丝的能量越大,单位时间内熔化的焊丝就必然增加。
 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 全自动焊接流水线
全自动焊接流水线 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 AEQUOR/爱国自动焊接机器人 激光焊接机器人
AEQUOR/爱国自动焊接机器人 激光焊接机器人 ABB1600焊接机器人
ABB1600焊接机器人 聚英环保|干式喷漆台 干式喷漆房漆雾净化墙 干式喷漆柜厂家
聚英环保|干式喷漆台 干式喷漆房漆雾净化墙 干式喷漆柜厂家 厂家热销座式焊接变位机/重型焊接变位机/轻型焊接变位机
厂家热销座式焊接变位机/重型焊接变位机/轻型焊接变位机 对安装管形母线槽的工艺要求
对安装管形母线槽的工艺要求 双主动型比例二通插装阀
双主动型比例二通插装阀 水泊 全自动焊接机器人 悬臂式焊接机械臂
水泊 全自动焊接机器人 悬臂式焊接机械臂 苏州DN2系列C型悬挂式电焊机
苏州DN2系列C型悬挂式电焊机








