
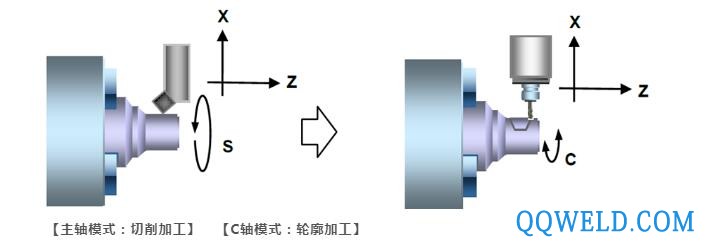
功能开发背景
主轴C轴控制一般是数控车床中非常普遍应用的功能,但以往实现该功能需要设备厂家编制相应的PLC程序并指定特定的M辅助指令后才可以使用,这就造成用户在使用不同设备厂家的机床时需要掌握不同的M辅助指令。
现在,三菱电机M8系列数控系统支持主轴C轴直接切换,通过使用本功能设备厂家无需再编制PLC程序、用户也只需要使用标准的程序指令即可实现主轴与C轴的模式切换,从而实现功能的简单化、用户指令的标准化。
▼点击查看视频,快速掌握该功能
1 主轴、C轴模式切换方式选择
主轴切换为C轴模式的方式有【PLC信号方式】与【程序指令方式】,通过各主轴规格参数#3129/BIT0设定选择切换方法。

2 程序指令方式切换说明
(#3129/BIT0=1)
01 从主轴模式切换为C轴模式
✰ 进行C轴切换时需要【伺服关闭信号(*SVFn)】接通的状态
✰ 通过NC程序在主轴模式中发出【G00 C_】指令,直接定位在指定位置。
✰ 发出【G00 X_ Z_ C_】指令,则不受G00非插补参数(#1086)设定影响,在各轴非插补中定位,C轴切换为C轴模式。
✰ 切换指令仅在G00指令有效,通过其他G代码指定时,发生【P430存在返回未完成轴】报警。
✰ 请通过绝对值地址或绝对值指令(G90)发出主轴位置控制对象轴的指令,否则发生【P32 错误地址】报警。
✰ C轴切换时的动作为原点返回类型与(#3106/BIT8=0)的动作相同,旋转后的原点返回方向(与#3106/BITB=1)的动作相同,停止后的原点返回方向(#3106/BITA-BIT9)、插补模式选择(#3016 BITD/BITE) 服从参数设定。
✰ 在Z相未检测执行切换指令时,以原点返回速度(#3112)在原点返回方向(#3106/BITA-9)旋转执行Z相检测后,执行原点返回动作。
02 从C轴模式切换为主轴模式
✰ 主轴切换时需要【伺服关闭信号(*SVFn)】接通且【C轴选择信号(CMD)】关闭。
✰ 主轴正转信号(SRN)或主轴反转信号(SRI)接通且通过S指令切换至主轴模式。
✰ 处于主轴正转信号(SRN)或主轴反转信号(SRI)的上升沿,切换为主轴模式。
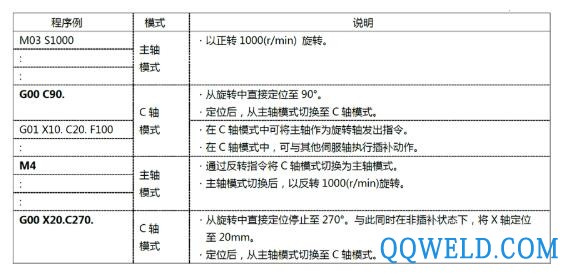
03 主轴、C轴程序指令切换程序例
示例一:通过正转指令+旋转指令(S指令)切换至主轴模式的示例
M03指令→正转指令接通(SRN)且反转指令关闭(SRI)M04指令→反转指令(SRI)接通且正转指令(SRI)关闭

示例二:通过从正转指令变更为反转指令,切换至主轴模式的示例
M03指令→正转指令接通(SRN)且反转指令关闭(SRI)M04指令→反转指令(SRI)接通且正转指令(SRI)关闭
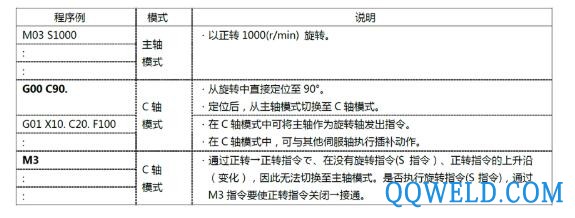
示例三:未从C轴模式切换至主轴模式的示例
M03指令→正转指令接通(SRN)且反转指令关闭(SRI)
3 主轴、C轴模式状态选择
(#3129/BIT0=1时有效)
01 系统通电时
#3129/BIT2=0:通电时即为主轴模式
#3129/BIT2=1:通电时执行Z相检测动作→原点返回动作后进入C轴模式
02 系统复位时
#3129/BIT3=0:复位后即为主轴模式
#3129/BIT3=1:复位后保持当前模式
03 手动模式时
在手动运行模式中将主轴作为C轴移动时,通过关闭→接通C轴选择信号(CMOD)切换至C轴模式;在C轴模式中,可选择手动模式(JOG模式、手轮模式、增量模式、手动任意进给模式、原点返回模式)后执行移动。

【功能】
对主轴位置控制的主轴选择程序指令方式(#3129/BIT0=1)时,在手动运行时可切换C轴模式与主轴模式。
【动作】
C轴选择接通时处于C轴模式、C轴选择关闭时处于主轴模式。
注1:仅在主轴位置控制的程序指令方式时有效。
注2:以主轴位置控制的程序指令方式通知模式的C轴模式中信号(SMMD:X18C1)在通过C轴选择切换时不通知模式。
补充说明
(1)主轴C轴直接切换功能为三菱电机M80A/B、E80A/B系统标准功能,具体功能使用限制请咨询所购设备厂家;
(2)主轴C轴控制功能的详细使用及编程方法建议到三菱电机官网下载“M800M80系列编程说明书(L系)”
关于我们
作为全球自动化领域的领导厂商,三菱电机以其优秀的自动化产品和技术服务于全球各行业用户。在中国,三菱电机的PLC、变频器、伺服、CNC、低压电器、工业机器人、加工机等产品运行在各行各业,e-F@ctory智能制造解决方案构建出智能化工厂的框架并落地实施,为中国经济发展积极做出贡献。
 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 全自动焊接流水线
全自动焊接流水线 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 上海自力式压力减压阀厂家批发价格
上海自力式压力减压阀厂家批发价格 供应变位机
供应变位机 耀创金属光纤激光切割机 光纤激光器不锈钢激光切割机
耀创金属光纤激光切割机 光纤激光器不锈钢激光切割机 怀化焊接机器人 长沙焊接机器人
怀化焊接机器人 长沙焊接机器人 300A汽油发电电焊机/野外焊接用发电电焊机
300A汽油发电电焊机/野外焊接用发电电焊机 邢台6轴焊接机器人工业机器人全自动护栏焊接机器人
邢台6轴焊接机器人工业机器人全自动护栏焊接机器人 供应 博塔重工聚氨酯轮滚轮架喷漆滚轮架
供应 博塔重工聚氨酯轮滚轮架喷漆滚轮架 伊藤YT6800EW电焊机190A柴油发电焊机
伊藤YT6800EW电焊机190A柴油发电焊机








