
安川-RD350S/RD500S 使用说明书(专用数字式逆变焊接电源 )(上)
第5章 安川机器人控制器设置
数字通信设置

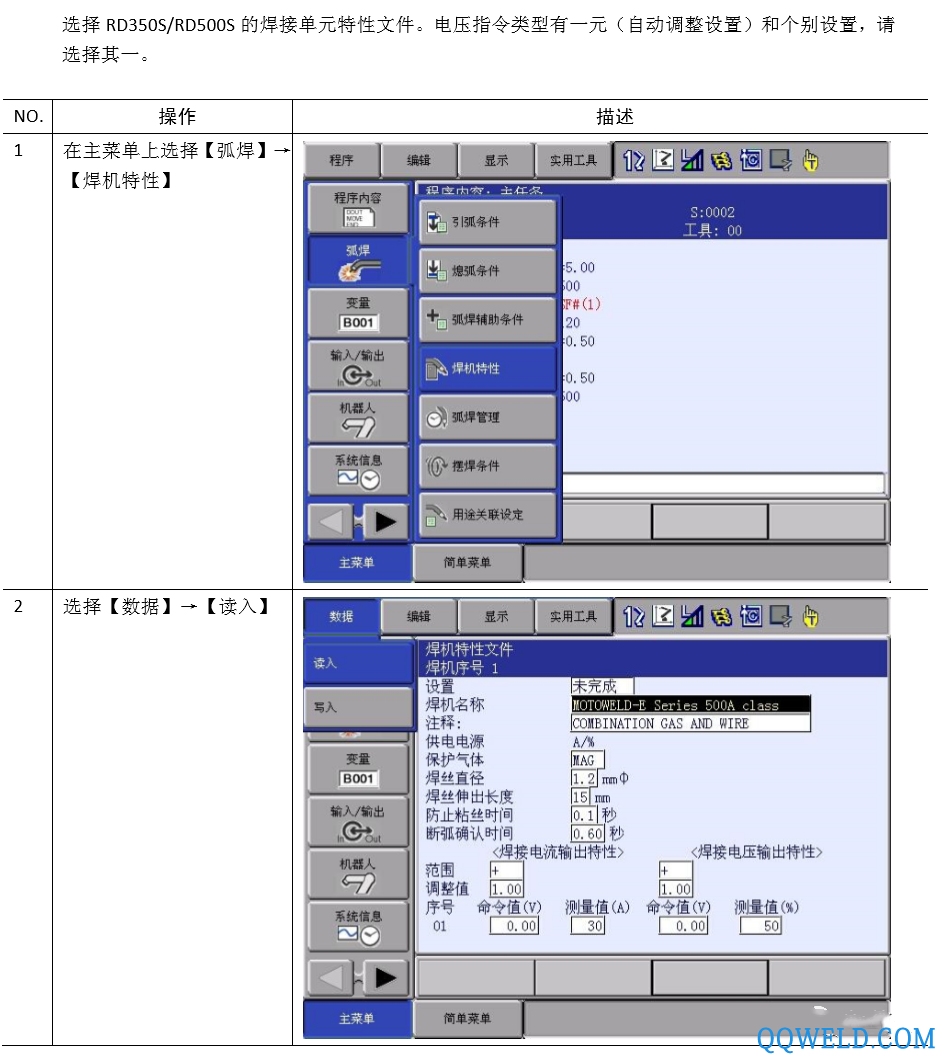


第6章 用户参数设置
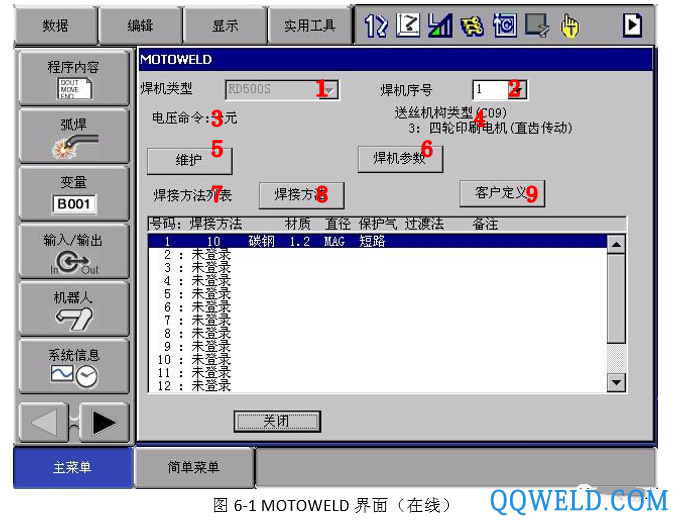
MOTOWELD 界面
MOTOWELD 界面(在线/离线)
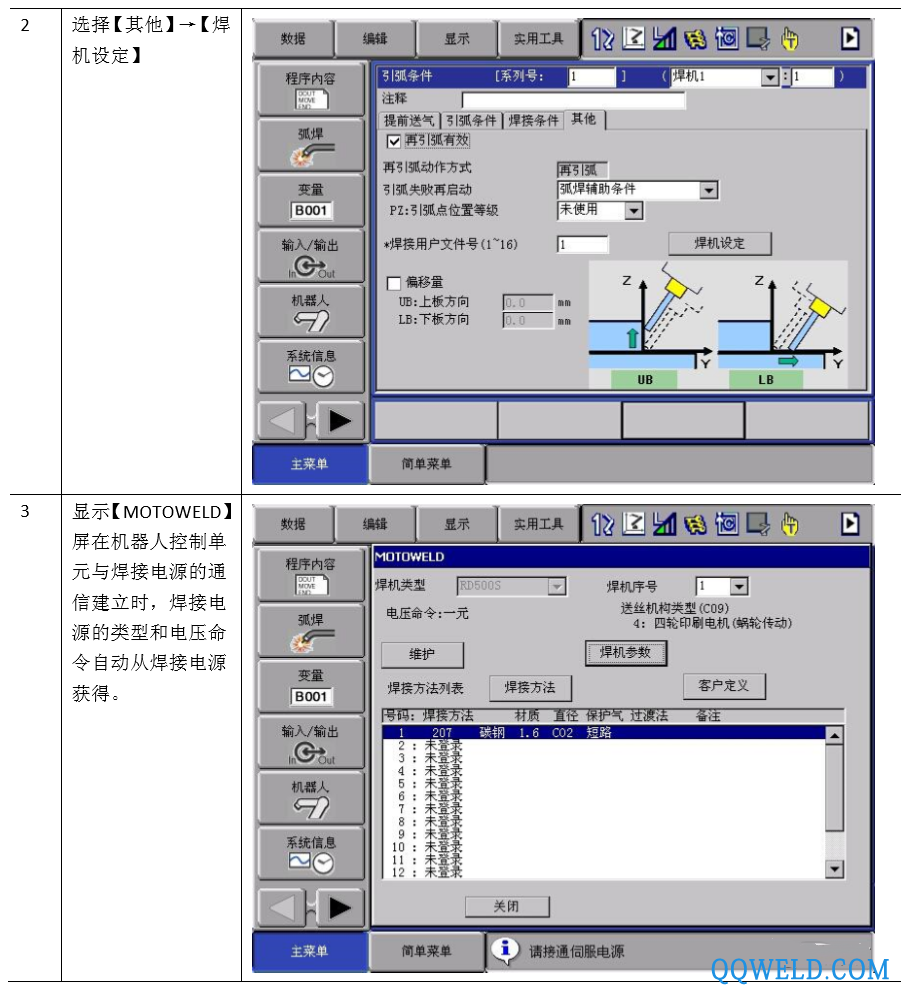
在线模式
焊接电源上电后通讯连接正常,在线模式下能设置焊接电源控制参数。
离线模式
离线模式用于焊接电源未上电或通讯连接不正常的情况。在离线模式下,焊接电源设定参数可以在机器人控制单元中单独设置。为了同步机器人控制单元与 焊接电源的设定参数,切换到在线模式后,示教器上执行自动写入功能实现参数同步。如果没有执 行自动写入功能,焊接电源和机器人控制单元的参数设置内容可能不同步,焊接参数设置可能无效。
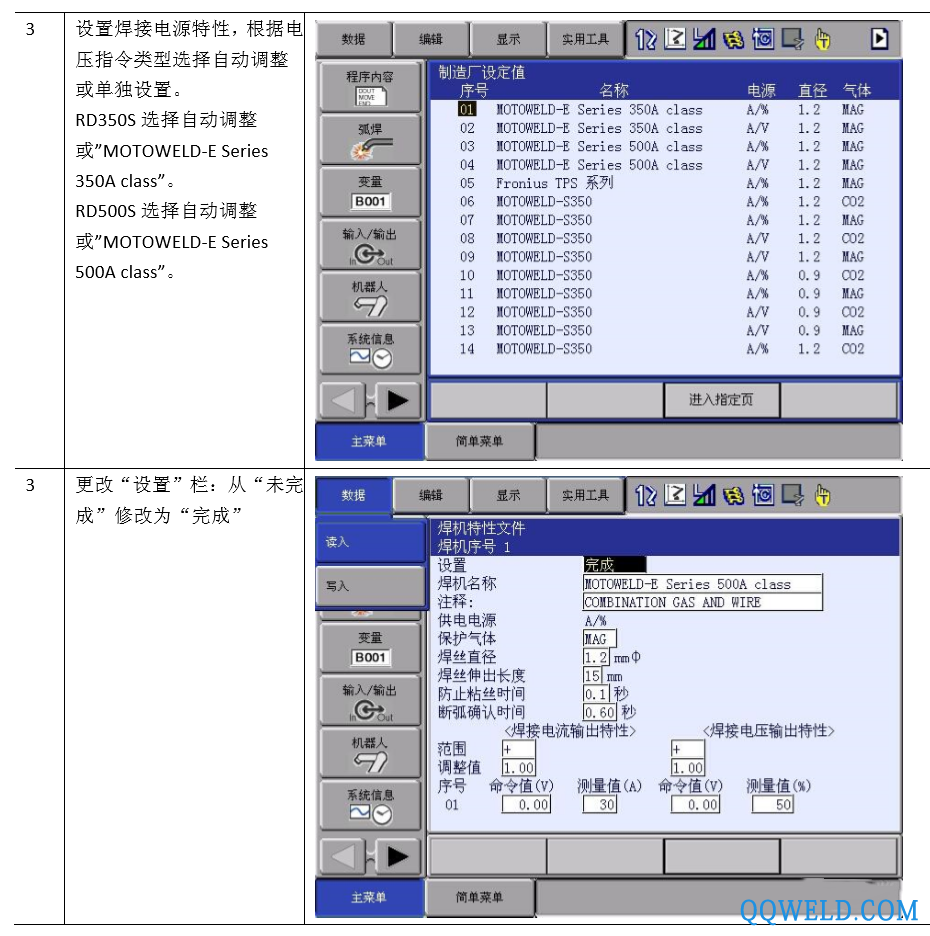
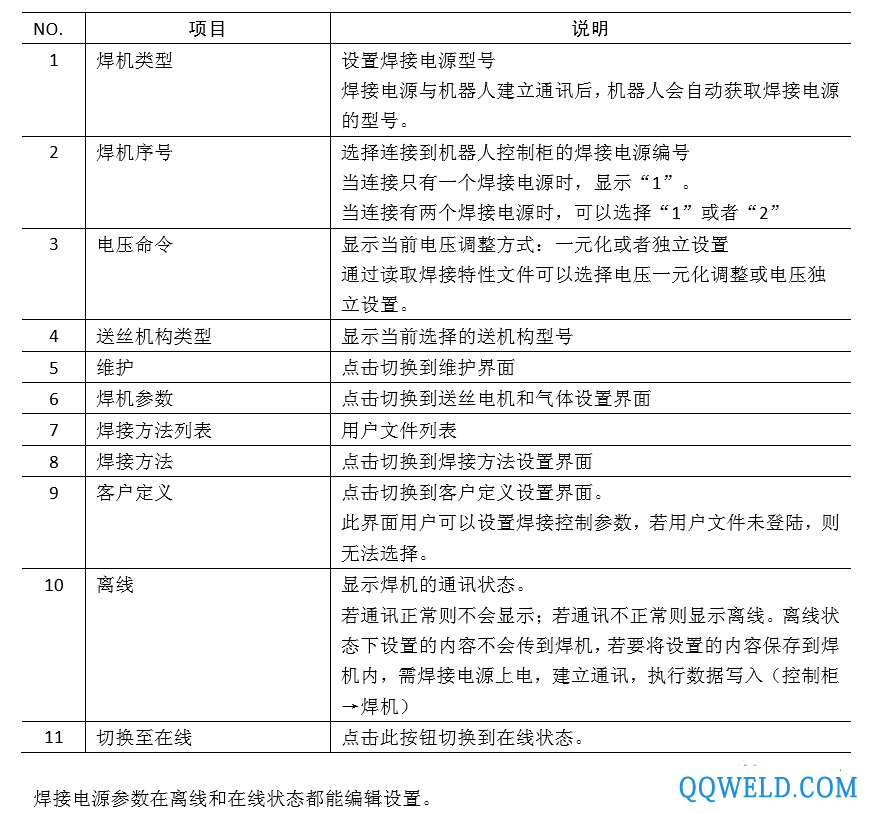
MOTOWELD 界面设置项目如下:



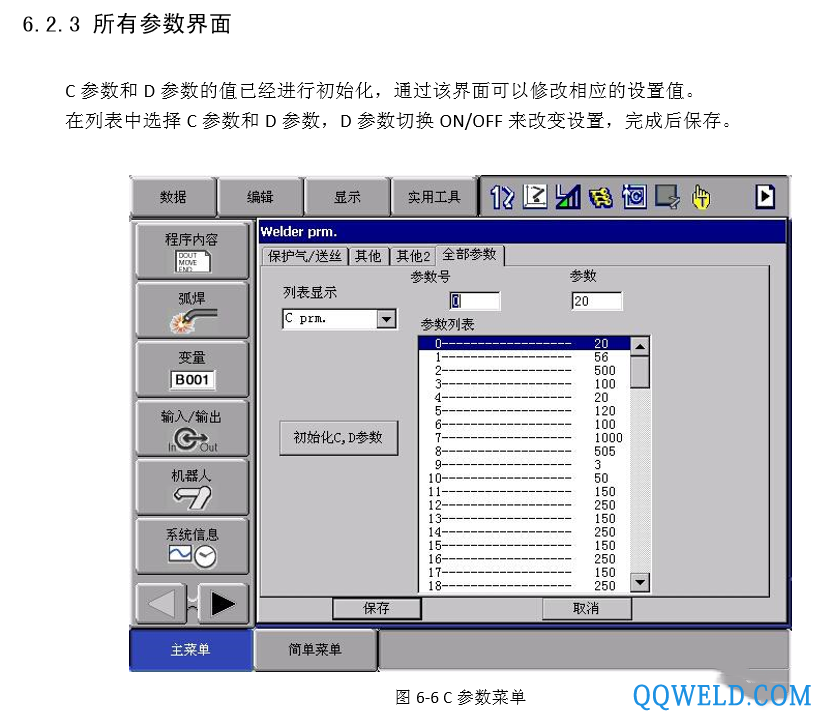
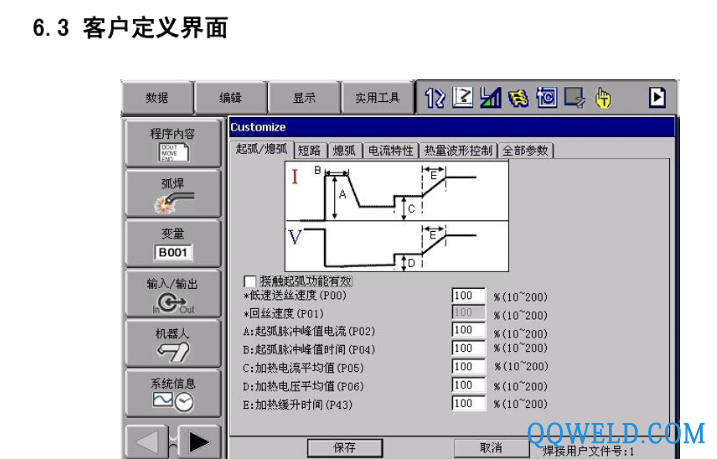
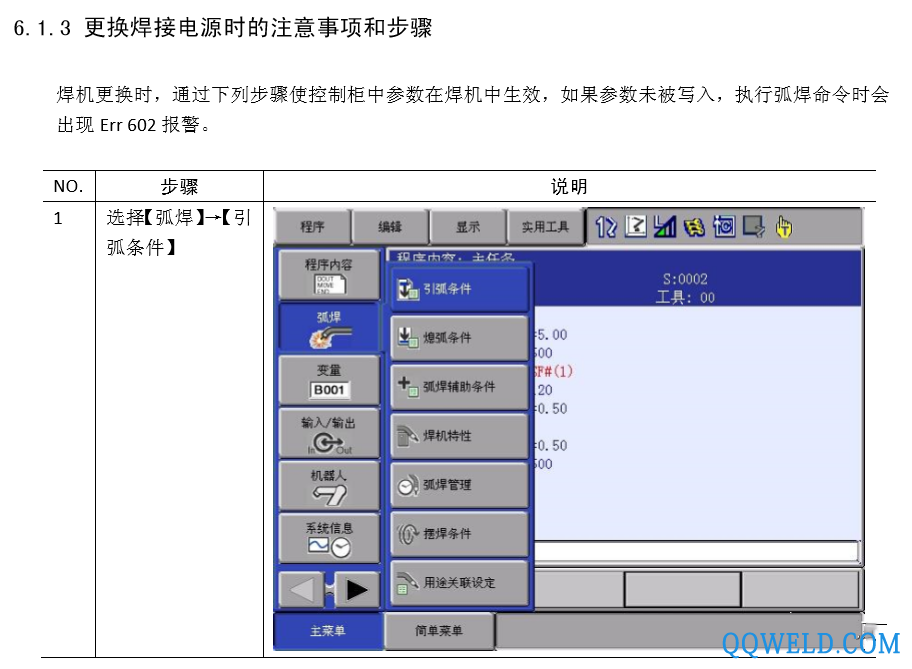
焊接特性由焊接电源上搭载的数据库所决定,但是,通过对 P参数的修改,可在数据库值的 10%~ 200%特性值的范围内进行变更。通常,用户可不加变化,直接使用数据库的特性值进行焊接作业。如果因周围环境状况或个人偏好而需要修改特性的时候,则请参照以下说明,进行调整。出厂时全部设定为“100% =按数据库特性作业”。
通过调节 P 参数实现的焊接特性如下:
① 起弧特性 起弧 (ARC ON) 命令至以正常焊接条件焊接之间的特性
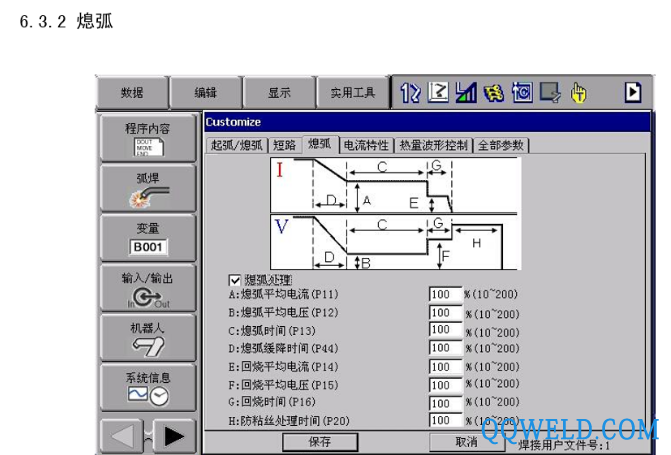
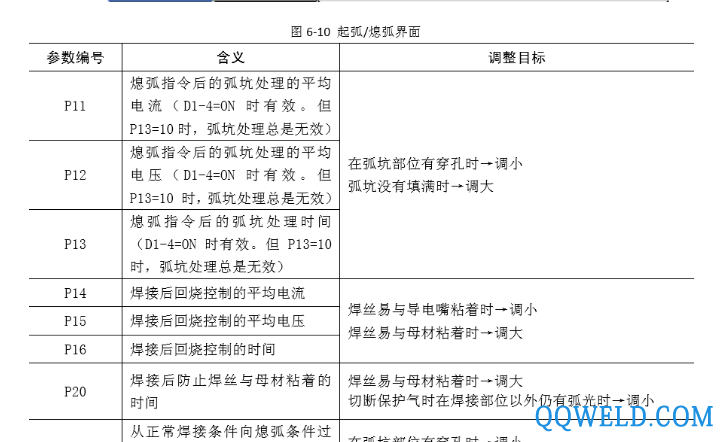
② 熄弧特性 熄弧 (ARC OFF)后至电弧消失之间的特性
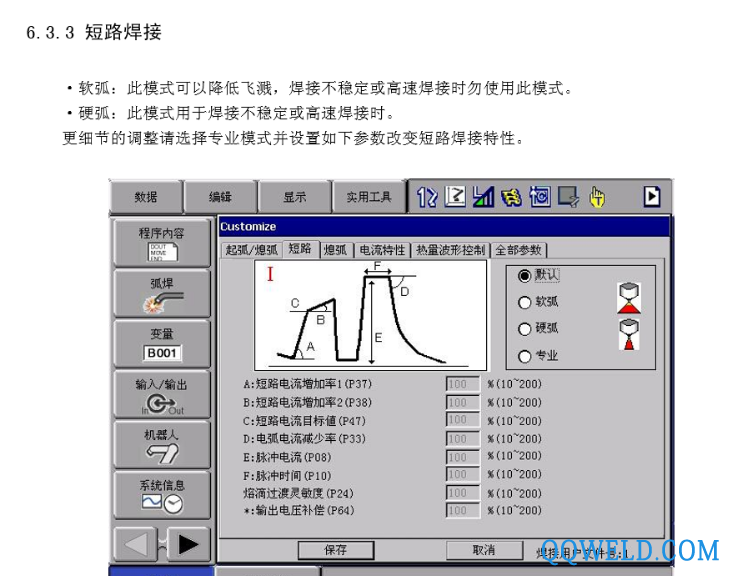
③ 短路焊接特性 短路焊接时的正常焊接条件特性
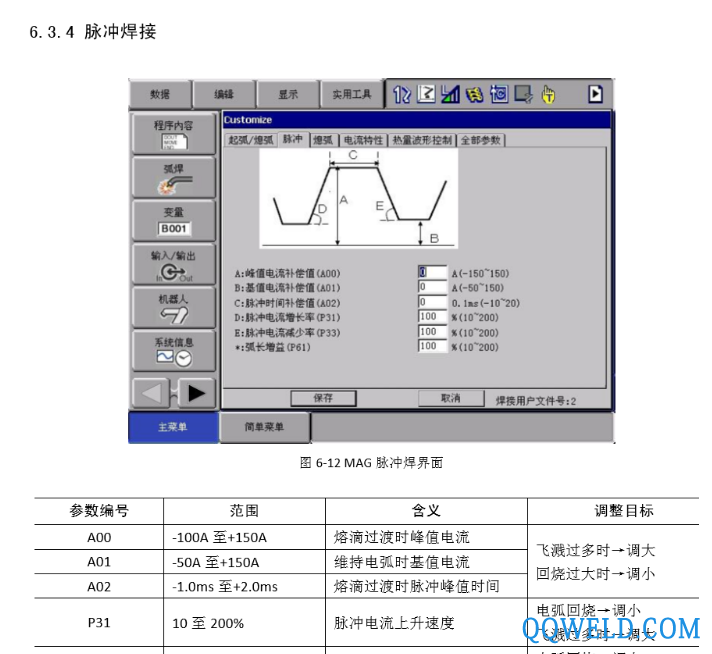
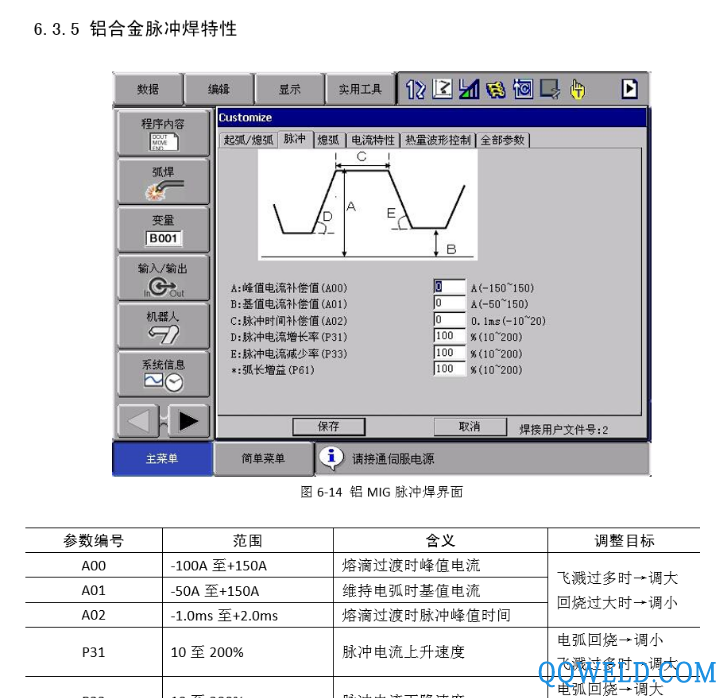
④ 脉冲焊接特性 脉冲焊接时的正常焊接条件特性
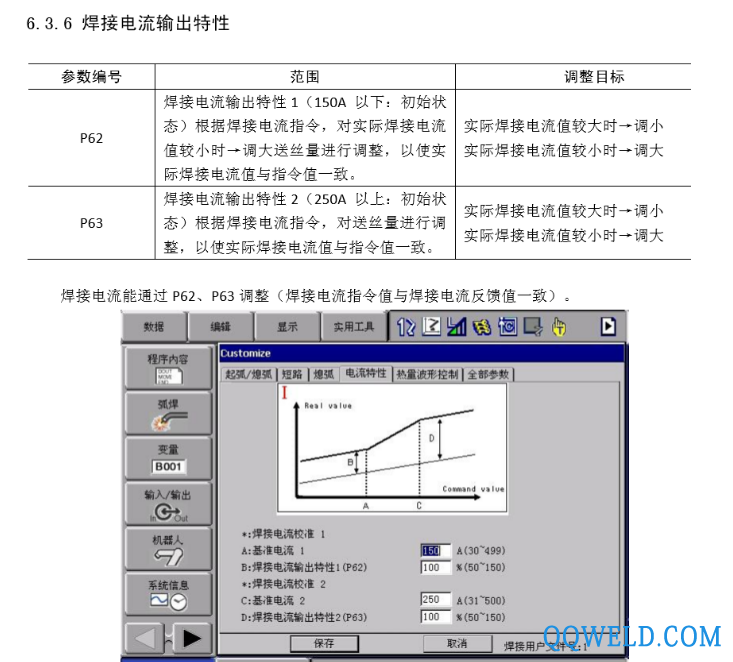
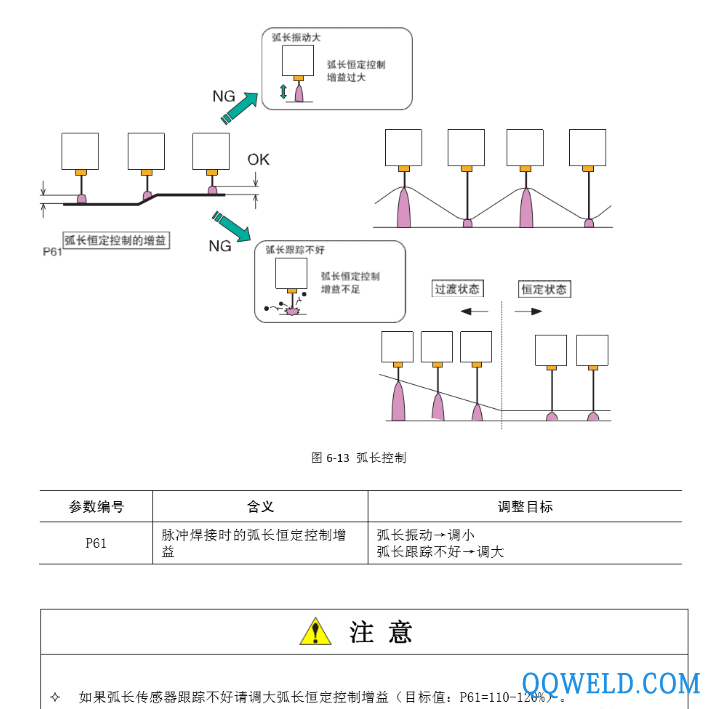
⑤ 其它特性 弧长控制的特性、电流输出特性




 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 全自动焊接流水线
全自动焊接流水线 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 瑞凌WS200P逆变直流小型不锈钢焊机脉冲氩弧焊两用电焊机 瑞凌两用电焊机
瑞凌WS200P逆变直流小型不锈钢焊机脉冲氩弧焊两用电焊机 瑞凌两用电焊机 联友 焊条 耐磨焊条 厂家直销 品质保证
联友 焊条 耐磨焊条 厂家直销 品质保证 焊接机器人 /专业生产数控焊接机器人/ 全自动焊接机器人 /焊接流水线/变位机/叉车焊接机械手臂/智能自动焊接工作站
焊接机器人 /专业生产数控焊接机器人/ 全自动焊接机器人 /焊接流水线/变位机/叉车焊接机械手臂/智能自动焊接工作站 400A氩弧焊柴油发电电焊机价格氩弧焊
400A氩弧焊柴油发电电焊机价格氩弧焊 Yaskawa/安川 焊接机器 焊接机器人
Yaskawa/安川 焊接机器 焊接机器人 发电焊机|190A大泽动力汽油发电电焊机
发电焊机|190A大泽动力汽油发电电焊机 热销广州烽火WS-180氩弧焊机、二手氩弧焊机
热销广州烽火WS-180氩弧焊机、二手氩弧焊机 不锈钢厨房台面滚焊机 家用不锈钢花板台面焊接设备 焊接不变形
不锈钢厨房台面滚焊机 家用不锈钢花板台面焊接设备 焊接不变形








