
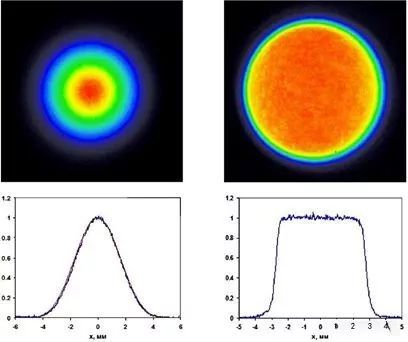
图1 单模和多模激光能量分布示意图
湖南大科激光有限公司已推出1000~3000W纯单模光纤激光器产品和5000W准单模产品,其典型值如表1所示。

同等激光功率经相同的光学系统聚焦后,焦点处单模激光的能量密度远高于多模激光。为了便于比较,表2给出了5000W准单模产品和多模产品的聚焦参数比较。

表2 5KW准单模和典型多模聚焦参数对比
注:表中计算以F200/250激光加工头为例。
众所周知,激光对金属的加工原理就是通过高能量密度的激光瞬间使金属产生熔化甚至汽化,达到去除或连接的目的。从上表可以看出,在相同条件下单模激光在焦点处的能量密度接近多模的11 倍,即使在5mm离焦的条件下,单模的能量密度仍是普通多模的5倍。相对多模激光,单模激光具有如此悬殊的能量密度,通过合理利用,可以非常有效地提高加工能力或效率。
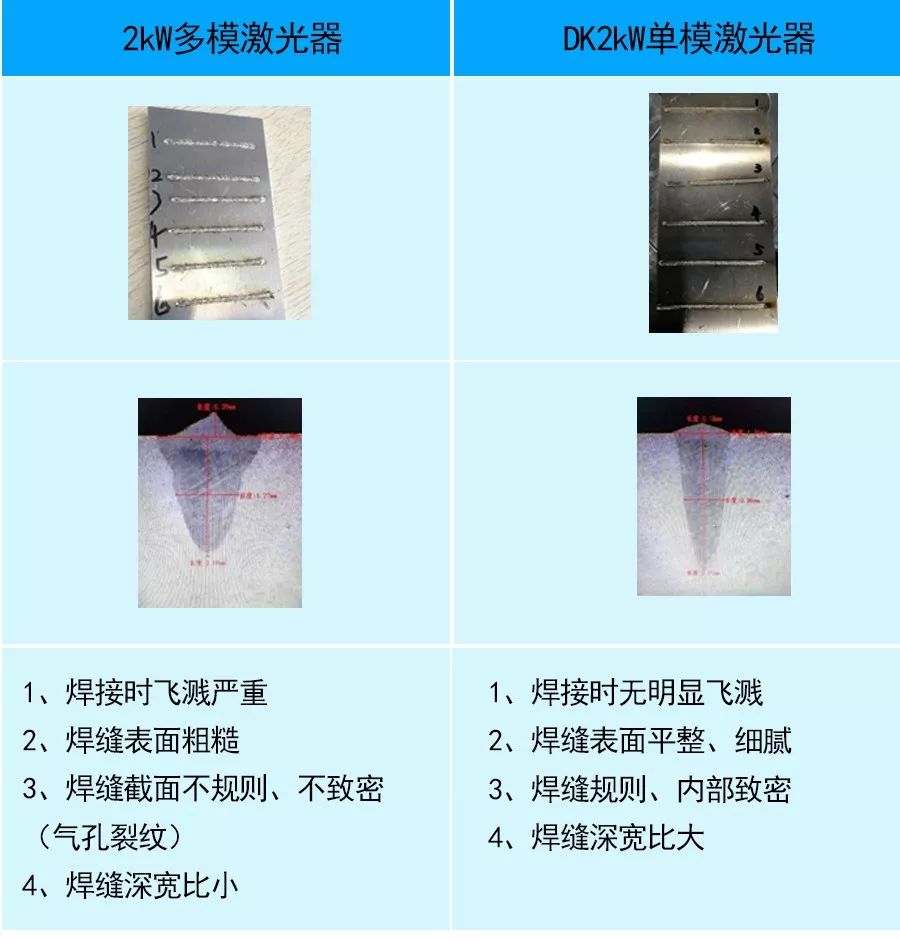
大科单模激光器在普通材料焊接上的优势
激光焊接中最常用的应用就是深熔焊,深熔焊是通过小孔效应来吸收激光能量的,单模激光的焦点光斑尺寸小能量集中,因此与多模激光相比,单模激光得到的小孔更小、更深,孔内压力更大更稳定,结合光束摆动技术,相同功率的单模激光焊接普通材料时与多模激光相比具有以下优势:
1、更大的熔深
2、更大的深宽比
3、更小的热影响区
4、焊缝上下宽度差小(更接近矩形焊缝形貌)
大科3KW单模激光焊接不锈钢的焊缝形貌如图2所示。
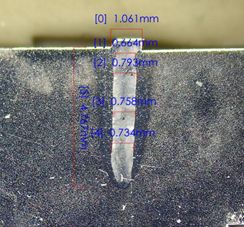
图2 焊缝形貌
大科单模激光器在高反材料焊接上的优势
不同材料对不同波长激光的吸收率如图3所示,从图中可以看出,用光纤激光(典型波长1080nm)加工高反材料(如Cu、Al、Ag等)时,吸收率极低,常温下紫铜对1080nm激光的吸收率只有不到5%, 如此低的吸收率使得一般的光纤激光器很难用于加工特别是焊接紫铜、铝合金等高反材料,这主要体现在两方面:一方面要求非常高的功率(6mm紫铜焊接,多模激光器的功率需要高达15000W),另一方面高的反射率会引起频繁的报警甚至会对激光器产生不可逆的破坏。所以目前市场上使用光纤激光器焊接高反材料(特别是紫铜)的成功应用案例还不多,虽然通快针对这一痛点推出了绿光激光来解决这个问题,但是目前绿光激光在工业上应用存在功率不足和成本高的两大难题。
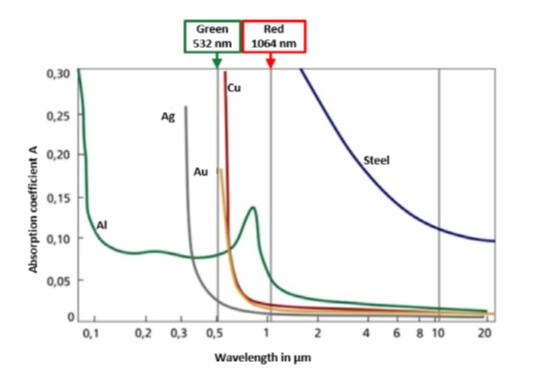
图3 不同材料对不同波长激光的吸收率
虽然高反材料常温下对近红外激光的吸收率不高,但是形成稳定的匙孔后其吸收率会显著增加,例如焊接紫铜时,匙孔形成后对近红外激光的吸收率可提高50%。如何在瞬间形成稳定匙孔来提高吸收率和减少熔化时间避免焊缝产生严重的气孔成为解决紫铜激光焊接的两大方向,所以紫铜焊接一般使用超高功率、高速度的工艺解决方案,但这也带来了成本增加的难题。
从表2可以看出,相同条件下,与多模激光相比,单模激光焦点处光斑尺寸明显减小,能量密度显著增加,这非常利于紫铜激光焊接。但是由于单模激光器过小的焦点光斑尺寸,原来认为这类激光器不适合激光焊接应用,但光束摆动技术应用后,利用小光斑也可以实现稳定焊接(如图4所示),而且焊缝的几何形状可以得到可控设计,这样不但避免光斑过小的缺陷同时也发挥了单模激光易于形成稳定小匙孔的优势。
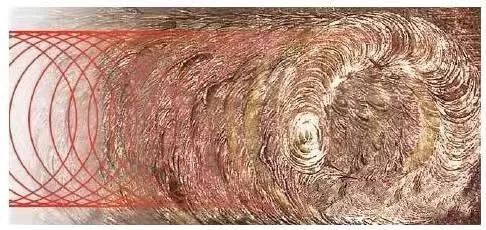
图4 光束摆动示意图
大科激光生产的2kW单模激光器M2因子小于1.2,可用于连续焊接紫铜,焊缝深度可达2.3mm且无明显缺陷,表3给出了大科2kW单模激光器焊接紫铜的结果,实验表明大科单模激光器在焊接紫铜等高反材料时表现出了良好的适应性,为紫铜激光焊接应用提供了有效的解决方案。
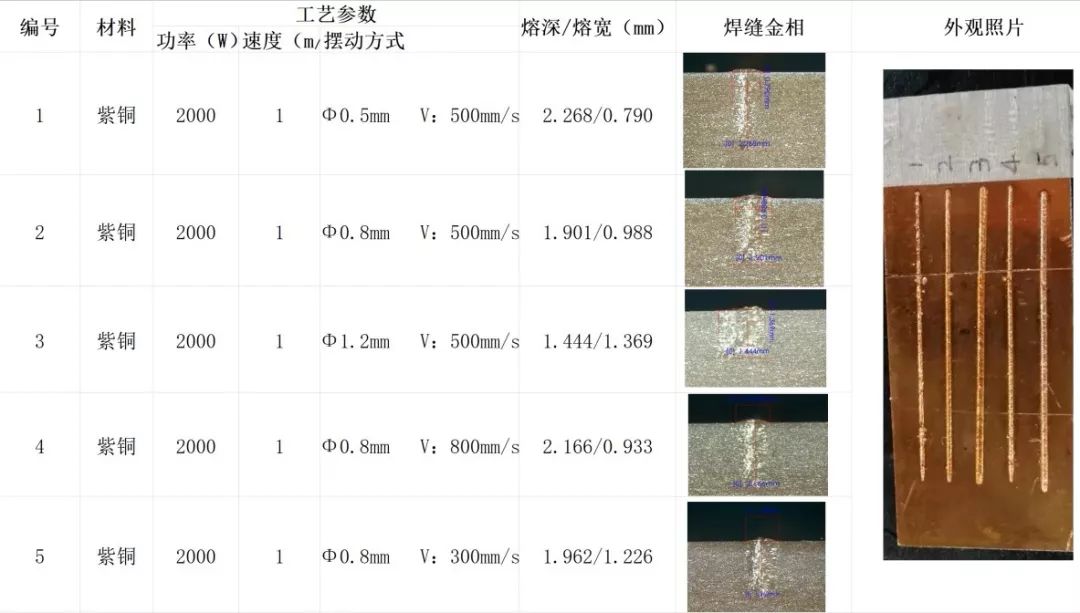
表3 大科单模激光紫铜焊接效果
高反材料中除了紫铜外铝合金特别是5系和6系铝合金也是激光焊接的难点,这主要体现为容易产生明显的气孔和裂纹。大科单模激光器在铝合金焊接上也具有明显优势,具体对比如下:
总结
1、相同功率下单模激光器的光斑直径明显小于多模激光器,能量密度远高于多模激光器。
2、大科激光的单模系列产品具有极强的抗高反能力,可对高反材料进行不间断的加工。
3、结合光束摆动技术后单模激光在焊接紫铜、铝合金等高反材料上具有明显优势,DK-YSM2000AR焊接紫铜深度可达2.3mm,焊缝质量好。焊接铝合金时可很大程度避免焊缝缺陷,提高焊缝质量。
4、与多模激光器相比,单模激光焊接普通材料具有更大的熔深和深宽比、更小的热影响区、焊缝上下宽度差小(更接近矩形焊缝形貌)的优势。
 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 全自动焊接流水线
全自动焊接流水线 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 创力 CANLEE 全自动卷料激光切割机
创力 CANLEE 全自动卷料激光切割机 松下分体式熔化极气保焊机
松下分体式熔化极气保焊机 【顺路】源头厂家 车间隔离网 焊接机器人安全围栏 工业自动化防护网 车间隔离栏
【顺路】源头厂家 车间隔离网 焊接机器人安全围栏 工业自动化防护网 车间隔离栏 上海柴孚SF15-K1538自动码垛机器人手臂 焊接机器人 自动焊接机器人手臂 智能焊接机器人
上海柴孚SF15-K1538自动码垛机器人手臂 焊接机器人 自动焊接机器人手臂 智能焊接机器人 焊接机器人 南京豪精 MIG工作站 点焊机 南京厂家直销 焊接机器人 专用焊机 苏皖
焊接机器人 南京豪精 MIG工作站 点焊机 南京厂家直销 焊接机器人 专用焊机 苏皖 【菲森传动】原装台湾进口RV减速机多关节工业机器人减速机给汤机变位机专用
【菲森传动】原装台湾进口RV减速机多关节工业机器人减速机给汤机变位机专用 销售80目不锈钢席型网 钢丝网
销售80目不锈钢席型网 钢丝网 工业焊接机器人、自动机器人焊接、搬运机器人、码垛机器手
工业焊接机器人、自动机器人焊接、搬运机器人、码垛机器手








