
弧焊是工业机器人最重要的功能之一,同时也是现代机器人的优势应用。现代机器人的弧焊功能和技术具体有哪一些呢?今天就来为大家介绍其中最基本,也是最重要的几点。
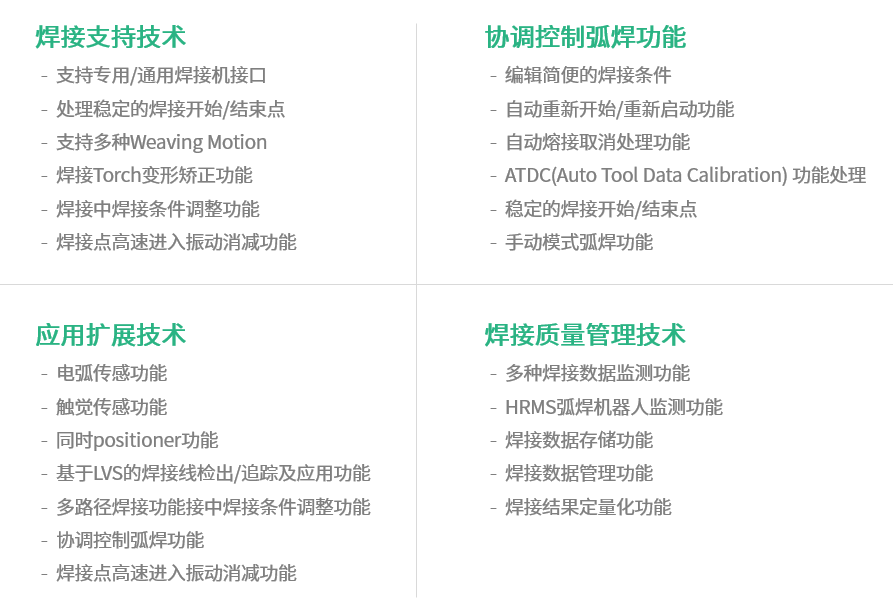
弧焊功能总览
1.弧焊机专用Inferface
1)支持专用特定焊接机的接口
2)可提供专用支持来支持焊接机的特殊设定
3)开发Fronius CMT Pulse接口支持功能
4)支持专用的接口型号,如:Hyosung PDC350, ESAB AristoMig, Fronius TPS系列;松下GB2/GZ4/GE2, EWM AlphaQ系列, Lorch Samprom S3

2.弧焊机通用Inferface
1)可支持专用接口的焊接机以外的焊接机
2)用户通过示教器的设定可通信焊接机
3)目前支持型号:Fronius CMT/TIG, Kemppi, Panasonic, OTC, Megmeet, 奥太等主流焊机及其他支持Analog的焊机
4)开发支持型号:Miller, Lorch, Lincoln, Migatronic 等

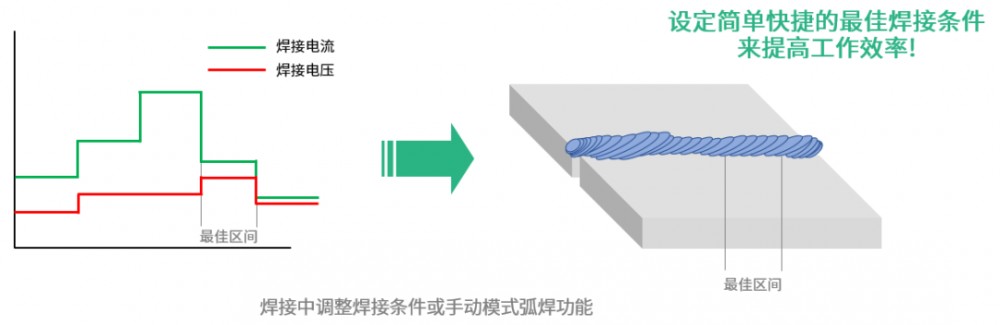
3.变更简便的焊接条件
为设定最佳的焊接条件,在焊接过程中可以简单适用多种焊接条件,并可以将变更的焊接条件保存在希望的条件文件中。同时具有手动模式下也能焊接的功能。在反复执行焊接及条件变更时,可以最大程度地减少用户的操作。
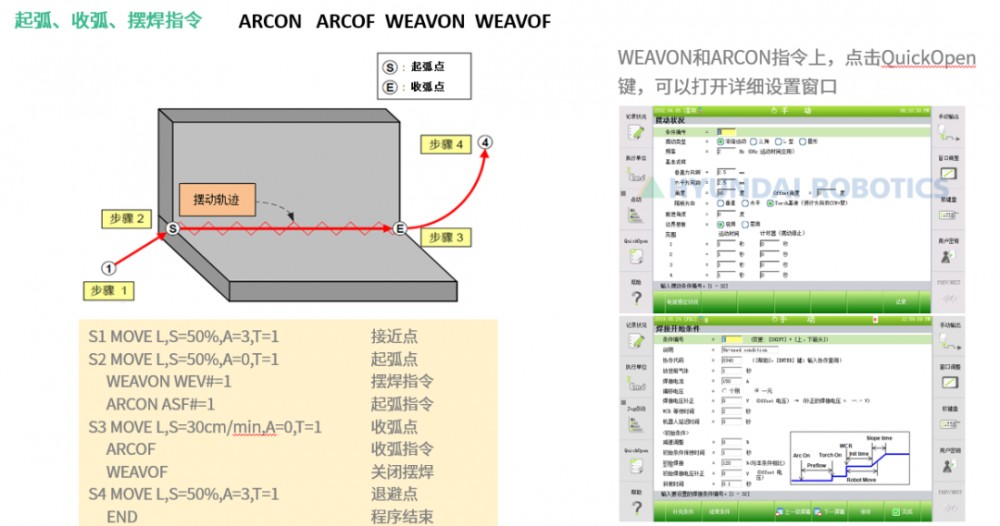
4.编辑简便的焊接条件
按下QuickOpen按钮可简单设定弧焊相关条件。

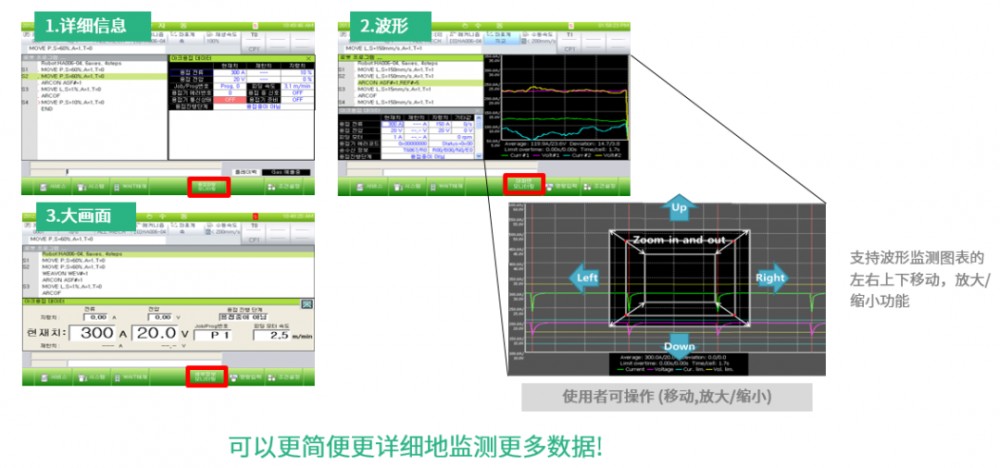
5.监测多种焊接数据
提供可以根据使用者用途选择的各种监测信息,如详细信息显示,焊接波形以及大画面显示等等。
6.HRMS弧焊机器人监测
可以通过HRMS对弧焊机器人的状态进行实时监测。通过单一服务器管理多台机器人的弧焊数据,支持弧焊数据专业化功能,如焊接电流/电压保存及检索,上下限值管理,波形,车型管理等数据。同时,还可以与客户的MES生产管理系统合并,更加方便管理操作。
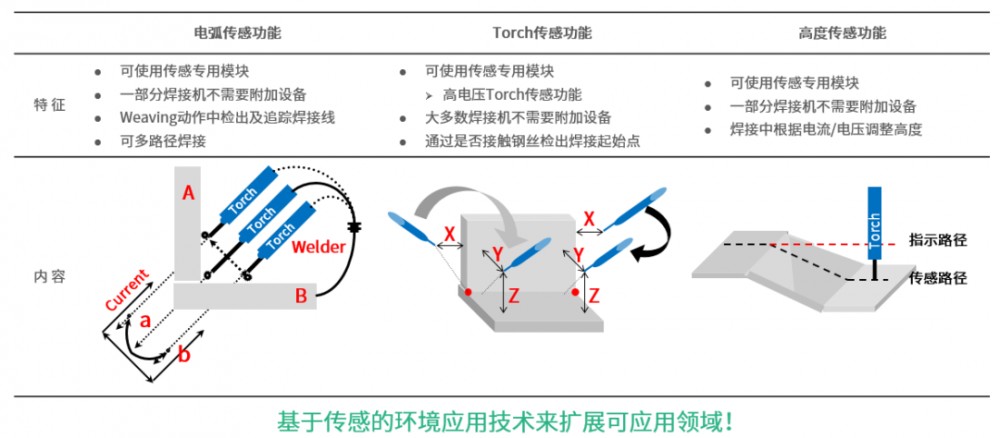
7.各种传感功能
利用传感器和焊接机数据来检测焊接起点、焊接线、焊接高度,可以在各种环境变化下维持强韧稳定的焊接作业。
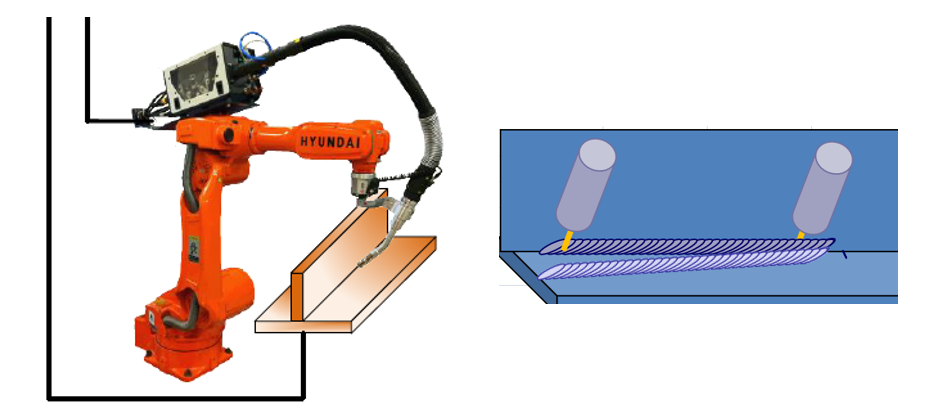
8.电弧跟踪
Arc Sensing 电弧跟踪功能是指在包括Weaving在内的电弧焊设备中,通过检测焊接时的电流变化以对焊缝进行跟踪的功能。假如从起始点开始就有误差,电弧跟踪需要一定时间直至达到正确的焊接线。因此,通常建议与旨在检测出起始点的接触传感功能结合使用。
注:标准组件中不包括该功能、运行功能需要获得 License Key。
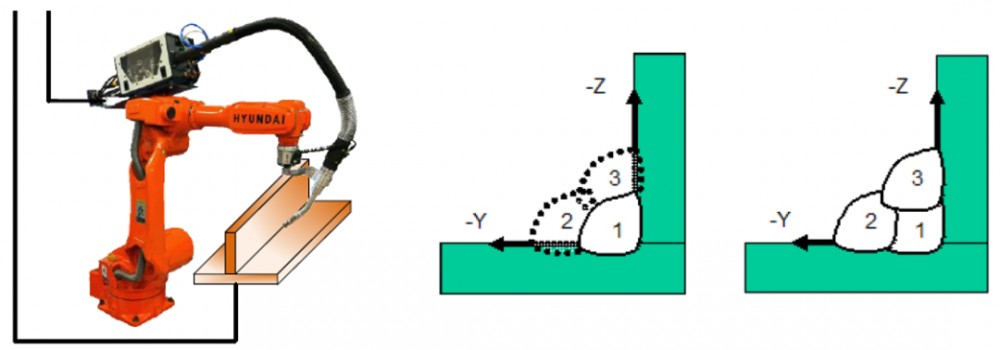
9.多层多道
在进行厚板的电弧焊作业时,通常会发生因要求的焊脚长过宽而通过一次性焊接无法解决或进行焊接的体积过大而需要进行多次反复焊接,即多道焊(MULTI PASS),此时我们的多层多道就能派上用场了。
通常Arc Sensing的特点是除了第一层焊道之外,Sensing不稳定的可能性较大,因此仅对第一层以Arc Sensing跟踪焊缝,保存此时的跟踪轨迹后对保存轨迹进行变更后生成2层以上的焊道并进行焊接,使焊接质量更加稳定,提升焊接品质。
 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 PrimaPower普玛宝
PrimaPower普玛宝 Salvagnini萨瓦尼尼
Salvagnini萨瓦尼尼 奔腾激光PENTA LASER
奔腾激光PENTA LASER 华工HGTECH
华工HGTECH Bystronic百超激光
Bystronic百超激光 TRUMPF通快
TRUMPF通快 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 全自动焊接流水线
全自动焊接流水线 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 供应烁丰325目焊条级硅灰石粉
供应烁丰325目焊条级硅灰石粉 合肥 ABB IRB1410 焊接机器人 机器人价格
合肥 ABB IRB1410 焊接机器人 机器人价格 海绵压形切割机械,泡绵压花切割机械,海棉机械 激光切割机
海绵压形切割机械,泡绵压花切割机械,海棉机械 激光切割机 管道自动气保焊机小车用于电力建设 览众品牌供应
管道自动气保焊机小车用于电力建设 览众品牌供应 宏山激光切割机 激光切割机 镭射切割机 百超激光
宏山激光切割机 激光切割机 镭射切割机 百超激光 机器人M-10IB发那科机器人机器人自动焊接机器人切割机器人钣金装备解决方案
机器人M-10IB发那科机器人机器人自动焊接机器人切割机器人钣金装备解决方案 供应KDE180EW开普柴油发电电焊机
供应KDE180EW开普柴油发电电焊机 联合创新焊锡机 焊锡机器人价格 自动焊锡机价格 全自动焊锡机 深圳焊锡机价格 焊接机价格 东莞焊锡机 福州焊锡机
联合创新焊锡机 焊锡机器人价格 自动焊锡机价格 全自动焊锡机 深圳焊锡机价格 焊接机价格 东莞焊锡机 福州焊锡机








