







r  r
r
r NB-P系列逆变式单脉冲数字化气体保护焊机具有手工焊、碳钢+CO2、碳钢+MAG、不锈钢+MIG四种焊接方式。手工焊焊接方式可实现普通手工焊的焊接功能,碳钢+CO2焊接方式可以实现碳钢CO2气保焊接,碳钢+ MAG焊接方式可以实现碳钢混合气体保护焊,不锈钢+MIG焊接方式可以实现不锈钢气体保护焊。适合碳钢、不锈钢产品的加工生产。(二保焊机) r
rr
r r
r r
rr 市场主要卖点:焊接成型好,不需要打磨。超级飞溅、更加环保、。 r
rr
r
r r
rrrr 一,■ 碳钢+CO2焊接 r
rr 本焊接使用保护气体为二氧化碳,焊接操作步骤如下: r
rr 1、正确安装焊机,打开电源开关。 r
rr 2、将面板中“焊接类型”选择到“碳钢+CO2”位置。 r
rr 3、按一次面板“气体检测”按键,气体检测灯亮,打开气瓶阀门,再调节气体减压器流量到焊接合适值(可参考说明书中的焊接条件实例);再按一次“气体检测”按键关闭。 r
rr 4、根据板厚和焊接方法调节合适的电流电压。 r
rr 5、焊接开始。 r
r
r r
rr r
rr r
rr 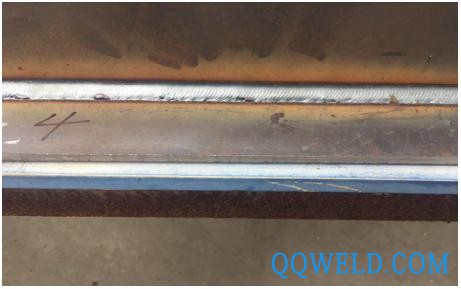
r r
r
r
rrr 二,碳钢+MIG焊接 r
rr 碳钢+MIG焊接使用保护气体为80%氩气+20%二氧化碳混合,焊接操作步骤如下: r
rr 1、正确安装焊机,打开电源开关。 r
rr 2、将面板中“焊接类型”选择到“碳钢+MIG”位置。 r
rr 3、按一次面板“气体检测”按键,气体检测灯亮,打开气瓶阀门,再调节气体减压器流量到焊接合适值(可参考后续章节中的焊接条件实例);再按一次“气体检测”按键关闭。 r
rr 4、参考说明书的焊接条件实例调节合适的电流电压。 r
rr 5、焊接开始。 r
rr
r
r r
r  r
r
r r
rr
r
rrr 三,不锈钢+MAG焊接 r
rr 不锈钢焊接使用保护气体为98%氩气+2%二氧化碳混合,焊接操作步骤如下: r
rr 1、正确安装焊机,打开电源开关。 r
r
r 2、将面板中“焊接类型”选择到“不锈钢+MAG”位置。 rrr 3、按一次面板“气体检测”按键,气体检测灯亮,打开气瓶阀门,再调节气体减压器流量到焊接合适值(可参考后续章节中的焊接条件实例);再按一次“气体检测”按键关闭。 r
rr 4、参考说明书的焊接条件实例调节合适的电流电压。 r
rr 5、焊接开始。 r
rr
rr
r
r
r rr
r
r rr
r
rr r
rr 免打磨焊接技巧 r
rr r
rr 免打磨焊接碳钢和不锈钢时,可以做到脉冲无飞溅焊接,但有些地方需要注意 r
rr
r
rr 1.焊接碳钢时,必须选择到“碳钢+MAG”状态,并选择脉冲“有”,气体必须用80%氩+20%二氧化碳或者90%氩+10%二氧化碳,氩气含量越高,越容易形成喷射过渡,一般用配比器调的气体比例不准,或者在送气过程中比例不稳定,可能会造成电弧不稳,过低的氩气含量会造成电弧达不到喷射过渡,短路多,飞溅大。 r
rr 2.必须选择合适的丝径和送丝速度,实际用多大的丝,必须在面板上选相应的位置。因为脉冲是一元化调节,电压旋钮只作为微调,从-5到+5的调节。 r
rr 3.脉冲焊接是长弧焊,在小电流下也可以实现喷射过渡,可以通过电压旋钮调节弧长,弧长长时,焊丝和熔池不接触,也不会有飞溅,弧长短时,焊丝偶尔会和熔池短路,有少量飞溅,过短时,飞溅会变大。 r
rr 4.不锈钢必须要用98%氩气+2%二氧化碳的混合气,不合比例的气体会引起工艺问题。 r
rr
r
r rr
r
rr
r
r rr
r
r rr
r
r rr
r
r rr
r
r rr
r
r rr
r r
rr
r
rr r
rr
r
r
r rr
r
r
rr
r
rr
r
r


r
r r
r
r
r
r
r
r
r
r r
r
r
r
r r
r
r





逆变式气体保护焊机")





