









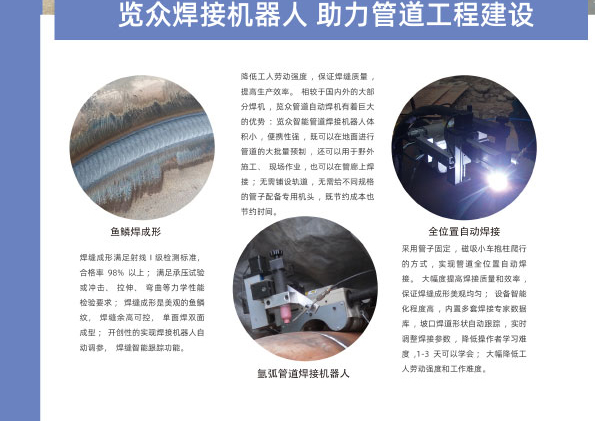
 飞溅过多可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。焊缝结尾处冷却后形成一弧坑,编程时在工作步中添加埋弧坑功能,可以将其填满。
飞溅过多可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。焊缝结尾处冷却后形成一弧坑,编程时在工作步中添加埋弧坑功能,可以将其填满。
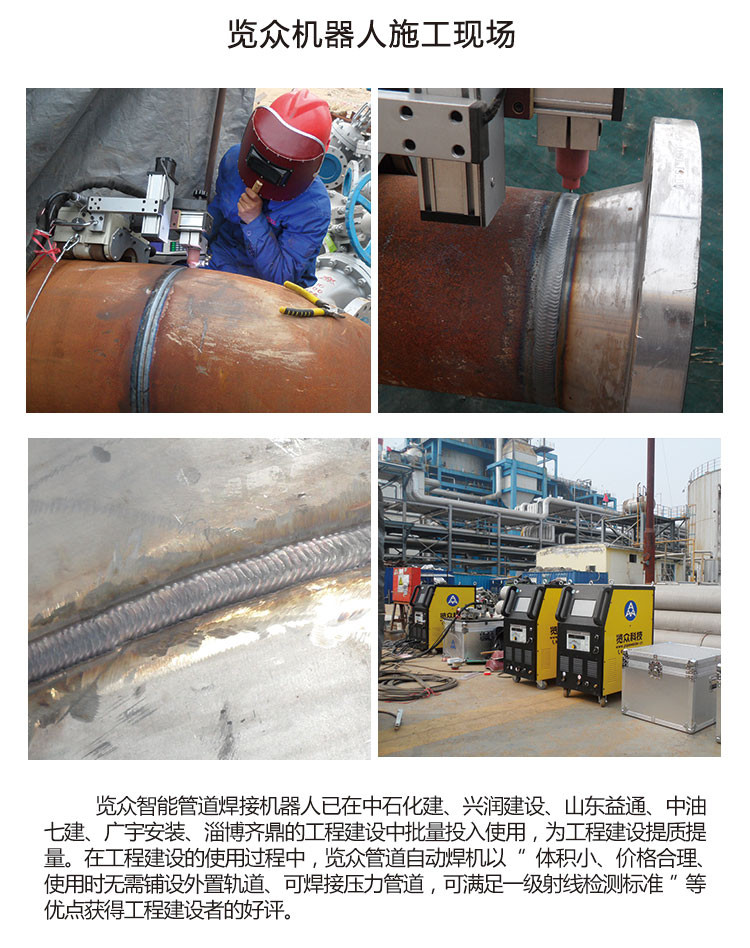
现场焊接位置为管道水平固定或倾斜固定对接,包括水平焊接、垂直焊接、顶焊、水平焊接等焊接位置。 因此,对焊工的操作技术提出了越来越高的要求。
T形接头、十字接头、角接接头等要求熔透的对接组合焊缝,应按照设计要求,必须有足够的焊脚要求,一般焊脚尺寸不应小于0.25t(t为连接处较薄的板厚)。设计有疲劳验算要求的吊车梁或类似的腹板与上翼缘连接焊缝的焊脚尺寸0.5t,且不应大于10mm。焊接尺寸的容许偏差为0~4 mm。















逆变式气体保护焊机")





