






r 
r
r
r
r
r
r
r
r
r
r
r
r
r
r
r
r
r
r r
r
r r
rr 关于本机 r
rr 此焊机是采用先进的逆变技术设计的整流器。 r
rr 逆变式弧焊设备的出现得益于逆变电源理论和器件的出现。逆变弧焊电源是利用大功率器件MOSFET效应管将50/60Hz的工频转换为高频(如100KHz以上),再将压整流,通过脉宽调制技术(PWM)输出大功率直流源,主变压器的重量,体积大幅度下降,效率提高50%以上。逆变焊机的问世被专家誉为焊机产业的一次革命。 r
rr 此手弧焊机可提供更强、更集中、更为平稳的电弧,在进行短路熔滴过渡时,焊条与工件发生短路后,其反应更加迅速。 r
rr 此逆变氩弧焊机具有引弧容易,电弧集中,提前送气,延时关气时间连续可调等。带脉冲的还有,电流自动衰减可调、脉冲迭择、脉冲频率可调、峰值电流可调、基值电流可调、自动控制起弧、收弧特性、焊接稳定,使焊缝成形与内在的质量均达到**效果。非常适用于对焊接有特殊要求的情况。 r
rr 此氩弧焊可用在不锈钢、合金钢、铜和其他有色金属的焊接。 r
rr 欢迎各界朋友使用此产品,并提出宝贵建议,我们致力于将产品和服务做的及善尽美。 r
rr r
rr 安装 r
rr 此焊机配有电源电压补偿装置,当电源电压在额定电压的±15%范围内变化时,仍仍可继续工作。 r
rr 当使用较长电缆线时,为了减少电压下降,建议选用更大界面的电缆;如果连接电缆过长,可能会对焊机的起弧性能以至系统其他性能产生较大的影响。所以我们建议您使用推荐的配置长度。 r
rr 1、确认焊机通风口未被覆盖和堵塞,以免冷却系统失效。 r
rr 2、将机壳用导电截面积不小于6mm2的导线可靠接地,方法是自焊机背面的接丝处连接到接地装置,或确认电源插座的接地端已可靠的单独接地。为了确保安全,也可同时使用两种发法。 r
rr 3、连接好保护气体源,供气同路应包括气瓶、氩气减压流量计和气管,气管的链接部分应使用喉筛或其它物品扎紧,以防止泄露和空气进入。 r
rr 4、按照下列方法正确地链接氩弧焊炬或焊钳。使用电弧焊:先确认电缆与焊钳和快速插头已可靠链接,将快速插头插到焊机极性为“-”的快速插座上,并顺时针用力旋紧。使用氩弧焊时:将焊机的气电一体化接头安装到焊机面板的接中上,并用扳手顺时针旋紧,焊枪上的航空插座插在焊机面板的相应接口,旋紧接口螺丝。 r
rr 5、将地线钳夹住工件,另一端的快速插头插在焊机面板为“+”的快速插座上,并顺时针用力旋紧。 r
rr 6、根据焊机的输入电压等级将电源线接在相应电压等级的配电箱上,切勿接错电压。同事保证供电电压的误差在允许范围内。 r
rr 完成上述工作后,焊机即完成安装工作,已可进行焊接。 r
rr r
rr 操作 r
rr 使用氩弧焊功能: r
rr 1、将置于面板上的电源钮打到“开”的位置,电源指示灯会亮起,冷却风扇开始转动。 r
rr 2、打开氩气开关,将气流量调至额定标准。 r
rr 3、按下焊炬上的开关后电磁阀启动,您将听到焊机内高频火花放电的声音,同事,有氩气流出焊炬嘴。注意:初次进行焊接时,您需要在焊接前按住开关数秒,直至气路内所有空气排净后方可开始焊接。在您停止焊接后,在数秒内仍会有氩气流出,这是为了保证焊点在冷却前得到保护而专门设计的,所以使用时,在电弧熄灭后仍须保持焊接位置一段时间再移开焊枪。 r
rr 4、根据工件的厚度及工艺要求,设置适当的焊接电流。 r
rr 5、将钨极与焊接工件保持2-4mm的间距,按下焊炬控制开关,在焊枪电极和工件之间将产生高频放电;在电弧点燃后,焊机内的高频起弧火花马上消失,焊接现在已开始进行。 r
rr r
rr 使用手工焊功能: r
rr 1、将置面板上的电源打至“开”位置,机器内的冷却风扇应马上开始工作。 r
rr 2、在前面板上将功能开关设置向下的位置,其代表电焊模式,表示此时焊机可应用焊条进行熔焊。 r
rr 3、根据焊接工件的厚度、工位和工艺状况,确定合适的焊接电流。现机器已在手工焊模式下并处于待机状态。 r
rr r
rr 注意事项或预防措施 r
rr 一、环境 r
rr 1)焊接操作应在一个相对干燥的环境下进行,空气湿度一般不应超过90%。 r
rr 2)周围温度应在-10℃至40℃之间。 r
rr 3)避免在日光下或者雨中进行焊接,不要让水或者雨水渗进切焊机内。 r
rr 4)避免在灰尘区或含有腐蚀性气体环境下进行焊接工作。 r
rr 5)避免有较强的空气流动的环境中进行焊接。 r
rr r
rr 二、安全要点 r
rr 此焊机内已安装有过压、过滤及过热保护电路,当电网电压、输出电流及机内温度超过设定的标准后,本机将自动停止工作;但过度的使用(如电压过高)仍会导致焊机的损坏,所以您仍需注意一下事项: r
rr 1)确保通风良好 r
rr 此焊机是小型焊机,在操作时,有较大的工作电流通过,自然通风不能满足焊机冷却要求,故内装一个风扇来有效地冷却焊机以使其工作平稳,使用人员应确认通风处未被覆盖或堵塞,焊机和周围物体的距离应不小于0.3米。用户一直注意保持良好的通风,这对于焊机更好的工作和保证更长的使用寿命是非常重要的。 r
rr 2)禁止过载! r
rr 使用人员应记得随时观察**大的允许负载电流(相对可选定的负载持续率)保持焊接电流不超过**大的允许负载电流。 r
rr 电流过载将会明显地缩短焊机的使用寿命,甚至可能烧毁焊机。 r
rr 3)禁止电压过高! r
rr 电源电压列在“主要性能参数”表中,在一般情况下,焊机内的电压自动补偿电路将保证输出电流保持在允许的范围。如果电源电压超过允许值,将会损坏焊机,使用人员应充分了解此种情况,并采取相应的预防措施。 r
rr 4)每个焊机的后面都附有一个接地螺丝,并标有接地标记。 r
rr 在使用前,选用一根截面大于6mm的电缆线,将焊机外壳可靠接地,以释放静电或防止由于漏电发生的事故。 r
rr 5)如果焊机工作时超过标准负载持续率,切割机可能会突然进入保护状态而中止工作,这表示焊机超出标准负载持续率,过度热能出发了温控开关,使其停止工作,同时在前部面板上的红色灯亮起。在这种情况下,您不必关闭电源,以便冷却风扇可持续工作对焊机进行冷却。当过热指示灯熄灭后,温度降至标准范围,可以重新开始焊接。 r
rr r
rr 在焊接过程中可能遇到的问题 r
rr 此处所列举的现象可能与您所使用的配件、气体供应、环境因素、供电情况有关,请设法改善使用条件,避免此类情况发生。 r
rr A、焊点发黑 r
rr 一此类情况说明焊点没有得到有效的保护而被氧化,您可进行如下的检查: r
rr 1、确认氩气瓶的阀门已打开,并有足够的压力,一般瓶内压力如果低于0.5MPa**有必要重新填充气瓶了。 r
rr 2、检查氩气流量是否开启,并具有足够的流量。为节约气体,您可根据不同的焊接电流情况选择不同的流量,但过小流量可能导致保护气体挺度不够而不能全部覆盖焊点。我们建议您无论电流多少也不要使氩气流量低于3L/min。 r
rr 3**简单的检查是否有气体送出的方法是用手去感觉焊枪的喷嘴是否有气体流出,检查焊枪的气路是否堵塞。 r
rr 4、气路有密封不好的问题,或气体纯度不高,也会引起焊接质量问题。 r
rr 5、如果环境有较强的空气流动,也可能造成焊接质量下降。 r
rr B、起弧困难,并易断弧: r
rr 1、确认您所使用的钨极质量良好。质量差的钨极的放电能力可能达不到要求; r
rr 2、没有经过磨尖处理的钨极同样不易起弧,并造成电弧不稳定或偏弧。 r
rr C、输出电流达不到额定值: r
rr 供电电压偏离额定值将导致输出电流值与调定值不符;供电电压低于额定值时,焊机的**大输出电流也可能低于额定值。 r
rr D、焊机使用过程中电流不能保持稳定: r
rr 此种情况下可能与如下因素有关: r
rr 1、电网电压他发生变化 r
rr 2、来自电网或其他用电设备的严重干扰。 r
rr E、在手工弧焊功能下,飞溅过大: r
rr 可能电流调的太大,在正常的工艺下应使用反极性焊接,即焊条应连接至电源的负极,而工件应在连接在电源正极,请将极性调换下。 r
rr 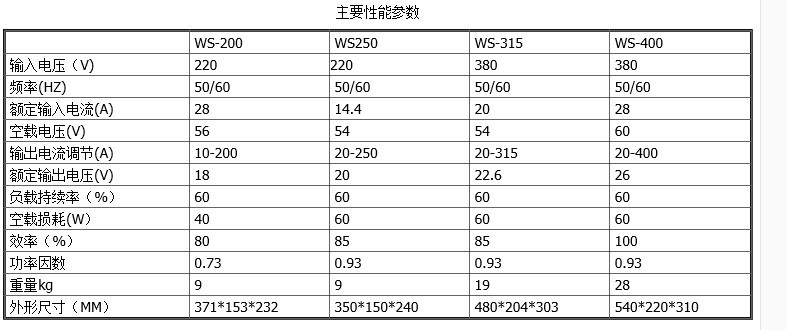
r
r
r
r
r机器产品发货由卖方托运至买方附近托运站,一般用德邦、百世物流,会根据买方地方物流通达情况决定,买方自提货。产品自购买之日起48小时内发货(因为要试机、包装等问题,所以请买家耐心等候);如果急需,卖家可以当天帮忙发货(当天15:00前成交的);如果卖家缺货情况下,会联系买家说明情况。
r
r快递方式: 一般非机器产品(或不超过10公斤的)可以发快递,默认快递为百世汇通、德邦等合作网点,不到的可以发顺丰或EMS,也可以按买家要求的快递公司发货。发货时间:当天15:00前下订单的,当日发货;15:00过后下单的留在第二天发货。如果特殊需要的可以酌情推后或提前。(此方式优点:一般1-3天到达,缺点:运费相对货运费较贵)
r
r关于退换货:本店所有产品一经售出,不接受无理由退货。不喜欢或者其他原因均接受换货,运费买家承担。买家在收货时也有检查产品是否完好无损的责任,一旦签收卖家视为产品无问题,责任将转移到买家身上,如签收时有问题请立即联系卖家,且叫货运公司签字做实,以便解决问题。没有及时联系,也没有叫货运公司的人签字作实,等同视为产品完好送到买家手上。
r
r r


















氩弧焊机 质量优良 自产直销 专业设计")
-IGBT Pro系列逆变式直流(脉冲氩弧焊机)")

